





以下是数控钢筋自动滚丝线服务为先的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:数控钢筋自动滚丝线服务为先的图文介绍

凭借精湛的技术、先进的管理体系与较高的综合实力,建贸机械 有限公司现已成为国内 湖南娄底钢筋冷挤压机行业的一匹“黑马”。


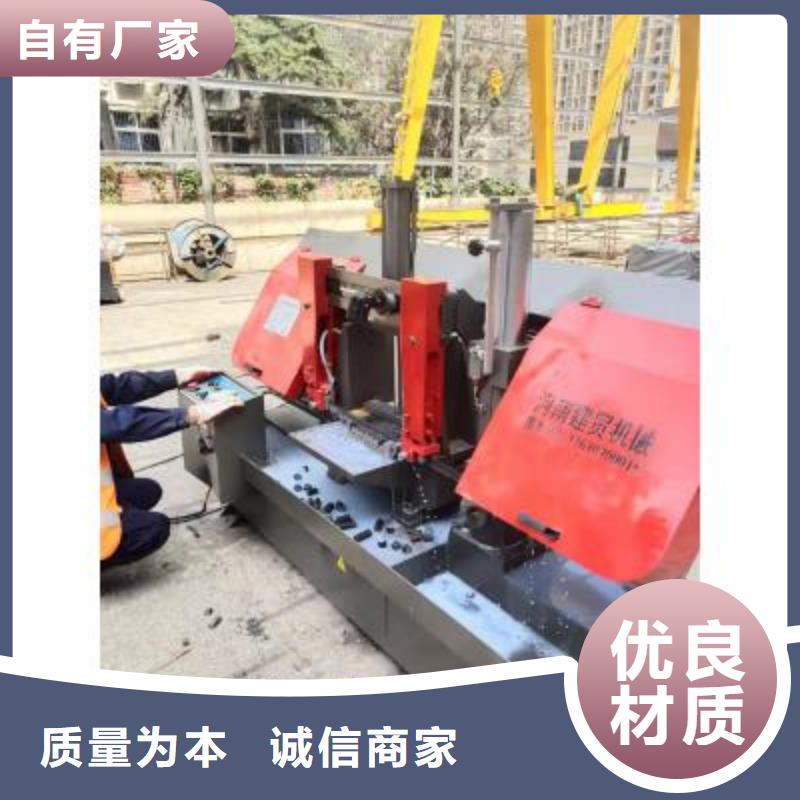
华尔网数控全自动锯切套丝打磨生产线产品介绍:钢筋锯切 墩粗 套丝 打磨工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力。节约场地:套丝设备可与钢筋剪切锯切设备连接,钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备,不需要占用场地存放钢筋。减少人工:该设备操作人员只需要一个人就可完成操作,无需吊装和搬运线体直接运输。提率:短时间实现从原材料到两端套丝半成品。保证品质:上下工序紧密衔接,及时发现异常并纠正。操作简单:设备配备人性化的操作程序,可选择作业,同时这两个部套可以拆分开作为独立设备使用。先进的伺服控制系统,锯切套丝精度高。华尔网数控全自动锯切套丝打磨生产线产品参数:型号LYJQ-500锯切宽度:500mm钢筋直接:16-50mm钢筋传说速度:90m/min钢筋长度范围:1.5-12长度误差:±1mm锯切主机功率:4kw外形尺寸:29*3.8*2.45m套丝机型号:40-3/40-5型加工钢筋直径:16-40mm滚丝zui大长度:80mm



锯断面
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。


如何让您使用的带锯床更稳定,使用寿命更长,请做到以下几点:
在带锯床杰出光滑的基础上,锯床日常耗油量定额和定量换液压油,做好废油收回退库作业,留意设备是不是有漏油现象,避免浪费。
依照光滑卡片规则的时刻规则对锯床变速箱加油、添油和清油,对储量大的油,应按规则时刻抽样化验,视液压油质情况断定清洗换油,循环过滤及抽验周期。
按带锯床光滑图表上的规则,对设备日常加油、添油和清洗换油的分工是保证设备正常运用的要点。

