




我们为您呈现了直埋热水保温钢管厂螺旋钢管厂家产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:直埋热水保温钢管厂螺旋钢管厂家的图文介绍


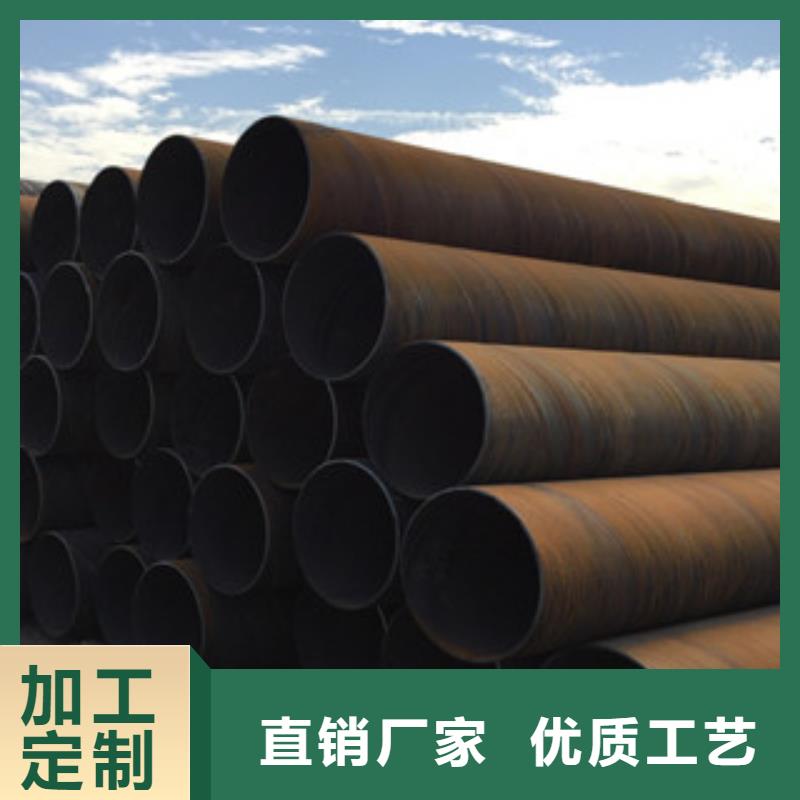
螺旋焊管机组用于生产直径 (89~2450)mm×(0.5~25.4)mm,长度6~35m的大直径钢管。其生产方式为连续式和间断式两科,机组采用螺旋式成型,焊接采用预焊和终焊两步进行。先在一台螺旋成型器上进行成型和预焊(点焊),然后在终焊接设备上进行内外埋弧焊接。螺旋焊管的设备布置如图所示。
螺旋焊管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋焊管的成型器结构形式归纳起来有三种基本形式:
(1)套筒式螺旋成型器。只适用于小口径焊管的成型。它造价低,操作容易。
(2)辊式螺旋成删器。辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
(3)芯棒螺旋成型器。这种成型器适合于小直径、薄壁优质螺旋焊管的成型。但钢管内表面可能因摩擦而被擦伤



产品各类型号的【甘肃槽钢】规格齐全,可根据用户需求开发、设计;
工艺标准化【甘肃槽钢】生产流程,高度机械化、自动化作业,精良制作制造高品质【甘肃槽钢】产品。
材料【甘肃槽钢】原材料产品均选用国内优质产品,保证所配套的设备售后无忧。
管理实行ISO9001质量管理体系,标准化生产管理促企业发展。
技术实行严格的四道关质量检验,实行【甘肃槽钢】行业生产标准:


螺旋钢管原料的生产要求
随着社会不断发展的过程中,其中我们所生产的螺旋钢管被大家所广泛的进行应用,其一般被大家所用于石油、天然气的输送管线等工作中,那么为能够更好的保证螺旋钢管的使用效果,那么螺旋钢管厂家所生产的螺旋钢管其质量方面要求也更加严苛,那么今天在这里我们就具体来了解下螺旋钢管原料的生产要求。
在生产过程中其螺旋钢管对于钢带的具体要求则是可以或许有用的前进钢管的可焊性;从而所降低钢中的硫的含量对提高钢管的韧注和止裂性有益,在所降低碳的含量时。还可降低硫化物夹杂的调集,前进钢的抗裂性能,同时,在降低硫的含量同时还可提高钢带的详情品质。磷对于钢带的韧性和可焊性都是无害的与钢中其他罕见的元素比拟,磷猛烈地前进夏比攻击转变温度克对淬硬性也有强烈的影响,降低磷的含量可直接前进可焊性,因些热轧钢带中磷含量越低越好,并且可以适当的增加钛、钒、铌的含量。热轧钢带化学成份的控制首要是要降低碳硫磷的含量。
随着社会不断发展的过程中,其中我们所生产的螺旋钢管被大家所广泛的进行应用,其一般被大家所用于石油、天然气的输送管线等工作中,那么为能够更好的保证螺旋钢管的使用效果,那么螺旋钢管厂家所生产的螺旋钢管其质量方面要求也更加严苛,那么今天在这里我们就具体来了解下螺旋钢管原料的生产要求。
在生产过程中其螺旋钢管对于钢带的具体要求则是可以或许有用的前进钢管的可焊性;从而所降低钢中的硫的含量对提高钢管的韧注和止裂性有益,在所降低碳的含量时。还可降低硫化物夹杂的调集,前进钢的抗裂性能,同时,在降低硫的含量同时还可提高钢带的详情品质。磷对于钢带的韧性和可焊性都是无害的与钢中其他罕见的元素比拟,磷猛烈地前进夏比攻击转变温度克对淬硬性也有强烈的影响,降低磷的含量可直接前进可焊性,因些热轧钢带中磷含量越低越好,并且可以适当的增加钛、钒、铌的含量。热轧钢带化学成份的控制首要是要降低碳硫磷的含量。



