



想要快速了解【精密管】低中压锅炉管来图定制产品?视频给你直观的感受!
以下是:【精密管】低中压锅炉管来图定制的图文介绍

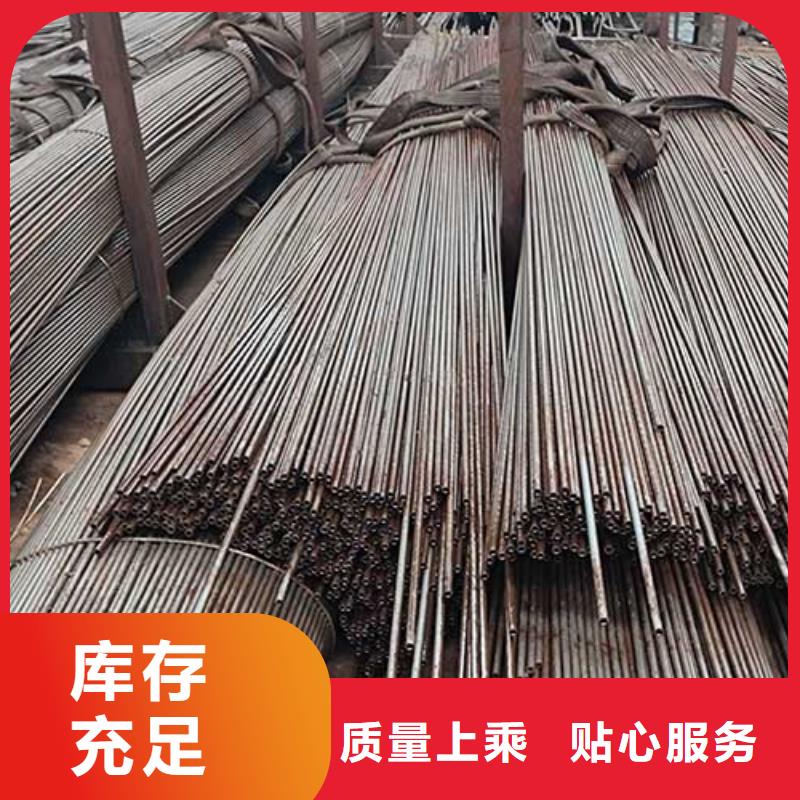
随着所有的行业,都在提出更生产的口号,这使得这些行业,对于使用的原材料,也是有了更高的要求。尤其是在一些,会使用到钢管的行业中,普通的钢管已经,不能够满足,行业生产的标准了。正当很多行业,在苦恼着没有,更好的管道出现之时,精密钢管出现了。精密钢管不仅仅,带来了更优质的使用性能,同时也是带来了,更加的使用方式。过去在使用钢管的时候,由于温度的一些变化,或者是一些加工的程序。会使得管道,出现一些不规则的变化,这很有可能,会让管道出现炸裂的情况。这严重的威胁到了,使用过程中,操作工人的。这种情况在过去,发生的还是比较的频繁,但是到了现在,这种情况已经基本不存在了,这是为什么呢?那正是因为,有很多行业,都开始使用精密钢管了。之所以会选择精密钢管,那就是因为精密钢管,带来了更加的使用方式。精密钢管的制作流程,与普通的钢管,就存在着很大的不同。普通的钢管,在经过了传统的铸造程序之后,就直接进行退火了。但是精密钢管不同,这种管道在退火之前,还会进行冷变形的强化。这使得管道,自身的稳定性,以及各方面的性能,都有了很大的。即使管道在使用过程中,所承受的压力,超过了限定值,管道也不会突然断裂。


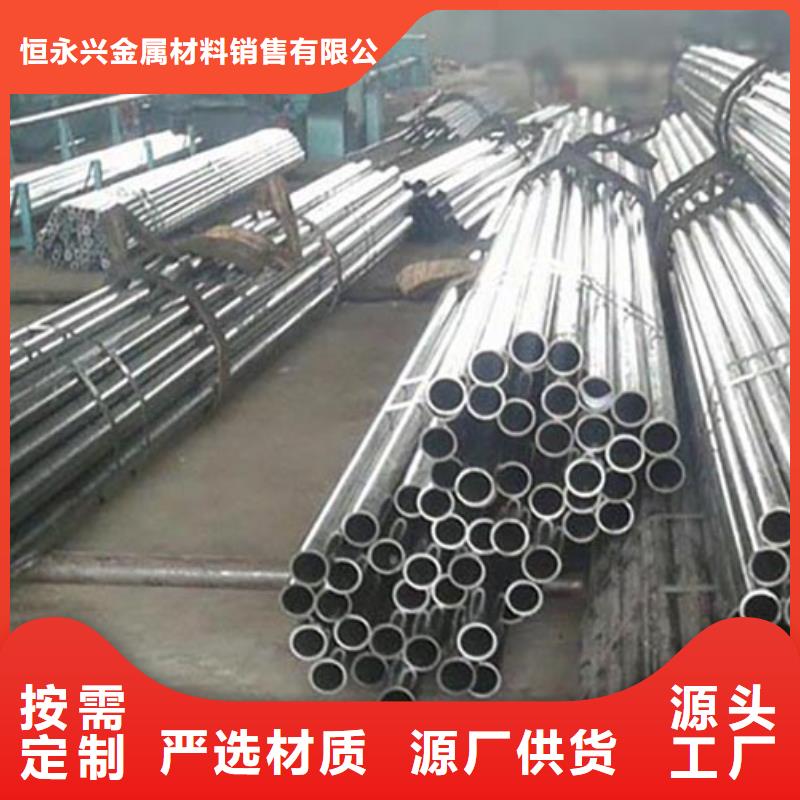
恒永兴金属材料销售 有限公司相伴一生,值得托付,为客户提供好的 甘肃不锈钢管产品好的服务,是企业不懈的追求。



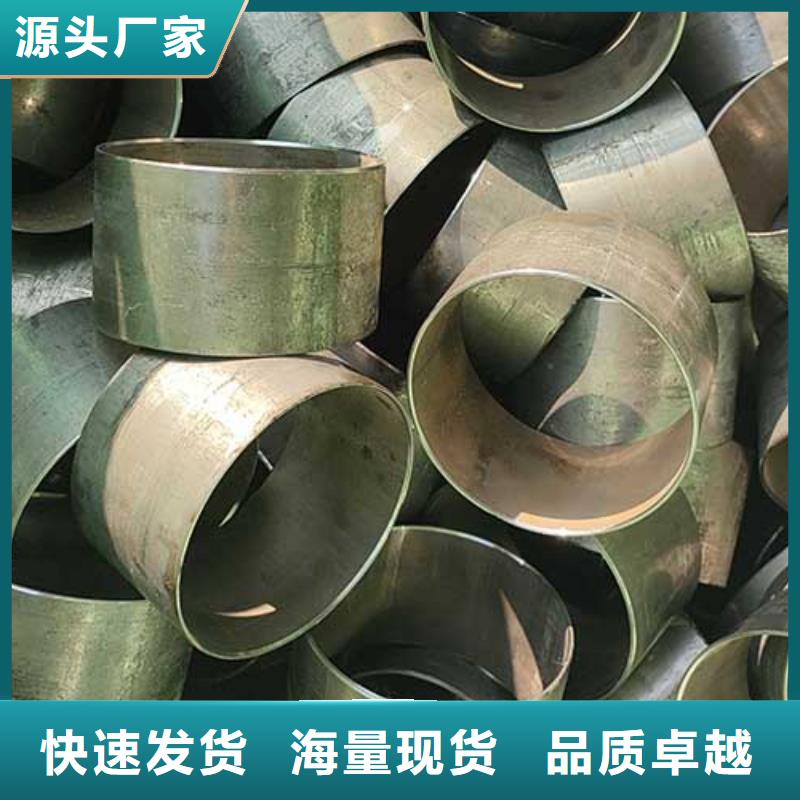
在精密钢管的热处理过程中,淬火过程产生的废品率往往较高,这主要是由于淬火过程中形成较大的热应力和组织应力所致。此外,由于精密钢管固有的冶金缺陷、选材不当、材质错误、设计中的结构工艺差、冷热加工过程中形成的缺陷等,容易在调质过程中产生。因此对零部件淬火、回火后的缺陷必须进行系统的分析和研究。1.淬火变形与淬火裂纹,在实际生产中,应该根据淬火变形与淬火裂纹的形成原因采取有效的措施。(1)精密钢管热处理尽量做到均匀加热及正确加热,工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对不需淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆环等易变形零件,可设计特定淬火夹具。这些措施既有利于加热均匀,又有利于冷却均匀。工件在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在髙温塑性状态因自重而变形。对细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面温差,使加热均匀。因此对大型锻模、髙速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防止变形、开裂的关键。选择下限淬火温度,减少工件与淬火介质的温差,可以降低淬火冷却高温阶段的冷却速度,从而可以减少淬火冷却时的热应力。另外,也可防止晶粒粗大。这样可以防止变形开裂。有时为了调节淬火前后的体积变形量,也可适当提高淬火加热温度。例如CrWMn、Cr12Mo等高碳合金钢,常利用调整加热温度,改变其马氏体转变点以改变残余奥氏体含量,以调节零件的体积变形。(2)正确选择冷却方法和冷却介质的基本原则,尽可能采用预冷,即在工件淬入淬火介质前,尽可能缓慢地冷却至Ar附近,以减少工件内温差。?在保证满足淬硬层深度及硬度要求的前提下,尽可能采用冷却缓馒的淬火介质。尽可能减慢在Ms点以下的冷却速度。合理地选择和采用分级或等温淬火工艺。(3)正确选择淬火工件浸入淬火介质的方式和运行方向的基本原则,淬火时应尽量保证能得到均匀的冷却。?以小阻力方向淬入。大批量精密钢管生产的薄画环类零件、薄板形零件、形状复杂的凸 和圆锥齿轮等,在自由冷却时,很难保证尺寸精度的要求。为此,可以采取压床淬火,即将零件置于专用的压床模具中,再加上一定的压力后进行冷却〈喷油或喷水)由于零件的形状和尺寸受模具的限制,因而可能使零件的变形限制在规定的范围之内。进行及时、正确的回火在生产中,有相当一部分工件,并非在淬火时开裂,而是由于淬火后未及时回火而开裂。这是因为在淬火停留过程中,存在于工件内的细裂缝在很大的淬火应力作用下,融合、扩展,以至其尺寸达到断裂临界裂缝尺寸,从而发生延时断裂。实践证明,淬火不冷到底并及时回火,是防止开裂的有效措施。对于形状复杂的高碳钢和高碳合金钢,淬火后及时回火尤为重要。精密光亮管的扭曲变形可以通过矫直来校正,但必须在工件塑性允许的范围之内。有时也可利用回火加热时用特定的校正夹具进行校正。对体积变形有时也可通过补充的研磨加工来修正,但这仅限于孔、槽尺寸缩小,外圃增大等情况。淬火体积变形往往是不可避免的。但只要通过实验,掌握其变形规律,则可根据其胀缩量,在淬火前成形加工时,适当加以修正,就可在淬火后得到合乎要求的几何尺寸。工件一旦出现淬火裂纹,则报废。

