




想知道高唐县201不锈钢护栏产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
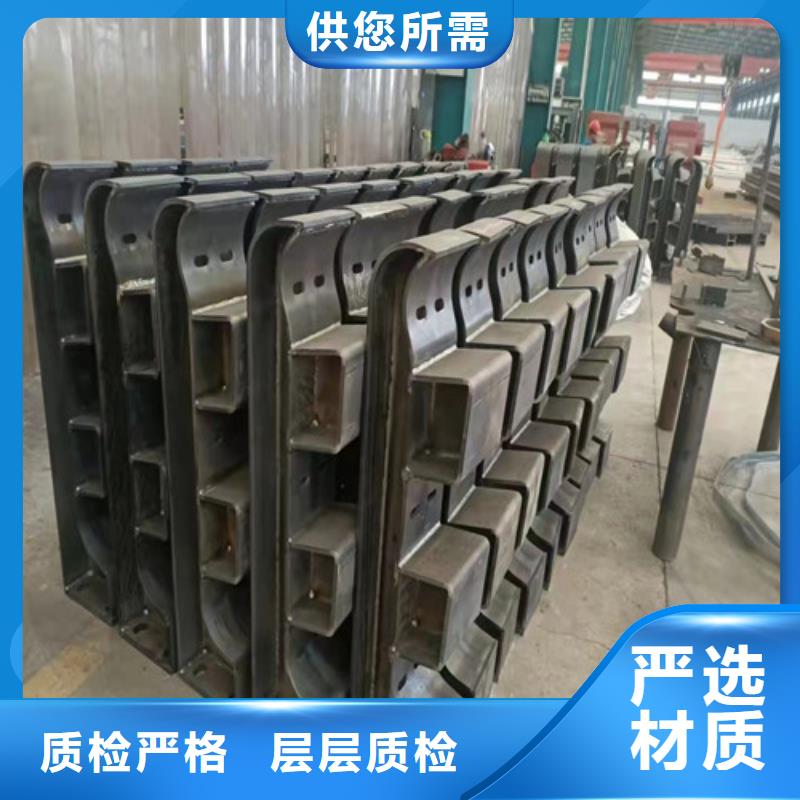
以下是:高唐县201不锈钢护栏的图文介绍



广斌金属材料有限公司一家专业做 山东聊城桥梁防撞护栏的公司。的员工,先进的技术,精良的设备,严格的管理是公司得以不断发展养大、产品能够赢得用户依靠的根本所在。“、可靠、专业”是我们生产精神和服务信念。十几年来,广斌金属材料有限公司在吸取国内外先进技术和工艺的基础上,集多年来在衡器行业的智慧和经验,产品的精度、稳定性、可靠性居全国领先地位。

了解下不锈钢复合管护栏的制作工序
不锈钢复合管护栏的底层与复层接壤处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学
性能、接头方式及填充金属品种,常发作高温结晶裂纹、推延裂纹和脆化问题。焊接的方法有:焊条电弧焊、埋弧焊
、CO2气体维护焊等。
如今常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能,底层与复层有必要
分别停止焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢类似,而底层与复层接壤处的异种金
属焊接是关键。
焊前准备,不锈钢复合管护栏的切开,普通总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复
层有必要向下底层向上,不能损伤复层表面和分离处;在底层和复层都较厚的状况下,可选用等离子切开(从复层侧
开端切开)和氧-乙炔火焰切开(从基体侧开端,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床停止急剧弯曲,要逐段迟缓加工成形;假
如需求热加工成形的话,首先要清洗工件表面油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基
体能够空冷,对低合金钢基体要停止保温缓冷。加热温度在700~850℃。


不锈钢复合管护栏装置
1、预埋底板
装置预埋件(后加埋件)护栏预埋件的装置只能选用后加埋件做法,其做法是选用膨胀螺栓与钢板来制造后置连接件,先在土建底层上放线,断定立柱固定点的方位,然后在地面上用冲击钻钻孔,再装置膨胀螺栓,螺栓保持满足的长度,在螺栓定位今后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述办法。
2、放线
在加埋件施工的时候,或许发作差错,所以在立柱装置之前,应从头放线,以断定埋板方位与焊接立杆的准确性,如有偏差,及时修正。
3、焊接立柱
装置立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。
4、焊接面管,玻璃连接件
扶手与立柱在装置前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊装置,相邻扶手装置对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。
5、抛光打磨
全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。
6、装置玻璃
镶配有机玻璃,玻璃等栏板,护栏玻璃类型、厚度应符合规划要求,并应运用厚度不小于12mm的钢化玻璃。
1、预埋底板
装置预埋件(后加埋件)护栏预埋件的装置只能选用后加埋件做法,其做法是选用膨胀螺栓与钢板来制造后置连接件,先在土建底层上放线,断定立柱固定点的方位,然后在地面上用冲击钻钻孔,再装置膨胀螺栓,螺栓保持满足的长度,在螺栓定位今后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述办法。
2、放线
在加埋件施工的时候,或许发作差错,所以在立柱装置之前,应从头放线,以断定埋板方位与焊接立杆的准确性,如有偏差,及时修正。
3、焊接立柱
装置立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。
4、焊接面管,玻璃连接件
扶手与立柱在装置前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊装置,相邻扶手装置对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。
5、抛光打磨
全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。
6、装置玻璃
镶配有机玻璃,玻璃等栏板,护栏玻璃类型、厚度应符合规划要求,并应运用厚度不小于12mm的钢化玻璃。



