




壁厚的成品管,采用此工艺所生产的热轧钢管与普通的高频焊管有本质的区别通过加热炉加热后其焊缝与母体的金相组织和机械性能可以达到完全一致此外 ,通过多道次的张力减径机轧制和自动控制使得钢管的尺寸精度(尤其是管体圆度和壁厚精度)优于同类无缝管。世界发达 生产的流体管,锅炉管中已大量采用焊管无缝化工艺,随着社会的发展,国内热轧焊管逐步代替无缝管的局面已经形成。结构用钢管GB/T8162-99 石油钻探钢管YB528-65 流体钢管GB/T8163-99
船舶用钢管GB5312-85 中压锅炉钢管GB/T3087-99 石油套钢管API5CT
地质钻探钢管YB235-70 汽车半轴钢管GB3088-8 化肥专用钢管GB6479-86
液压支柱钢管 GB173-98 石油裂化钢管GB9948-88 管线钢ASTMA53B/106B/API 5L B 高压锅炉钢管DIN17175 ST45.8-Ⅲ GB5310-95 20G
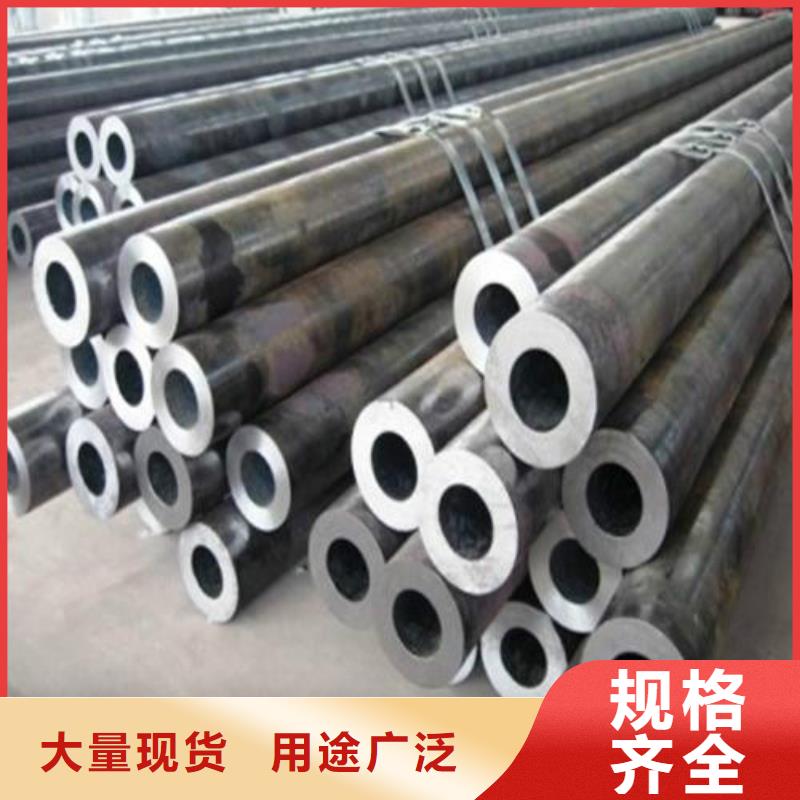
无缝钢管是用实心管坯经穿孔后轧制的。
热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。
方管协会资讯部获悉冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝钢管外径一般大于 32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管:是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合金钢热轧或冷轧制成的。10、20等低碳钢制造的无缝钢管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝钢管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
低中压锅炉用无缝钢管:用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。用优质碳素结构钢热轧或冷轧(拨)无缝钢管。主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。



万弗莱钢有限公司长期以来培养 湖北荆州精轧螺纹钢技术人才,积累了从 湖北荆州精轧螺纹钢产品开发、工艺、工装设计到批量生产的丰富的理论和实践经验。能够在较短的时间内开发出满足用户要求的 湖北荆州精轧螺纹钢产品。
质量方针:以客户为中心、以 湖北荆州精轧螺纹钢质量求发展、以技术带进步、以管理创效益。
企业作风:求是务实、行动迅速、细致周到、精益求精。


万弗莱钢有限公司技术力量雄厚,设备先进, 湖北荆州精轧螺纹钢生产工艺规范,检测手段齐全,各项管理严格,加之多品种、系列化的配套服务,重质量、守信誉的经营战略,给企业带来了勃勃生机,成为湖北荆州创税大户。 企业衷心感谢各界朋友对我方 湖北荆州精轧螺纹钢产品的信任与支持,在今后的交往中,我们将一如既往,以“优异的 湖北荆州精轧螺纹钢产品、良好的信誉、贴心的服务”奉献给用户,造福社会。



【2】采用低氢扩散性和低氢溶解度的镀涂层
一般认为,在电镀Cr、Zn、Cd、Ni、Sn、Pb时,渗入钢件的氢容易残留下来,而Cu、Mo、Al、Ag、Au、W等T22合金钢管镀层具有低氢扩散性和低氢溶解度,渗氢较少。在满足产品技术条件要求的情况下,可采用不会造成渗氢的涂层,如机械镀锌或无铬锌铝涂层,不会发生氢脆,耐蚀性高,附着力好,且比电镀环保。
【3】镀前去应力和镀后去氢以氢脆隐患若零件经淬火、焊接等工序后内部残留应力较大,镀前应进行回火处理,回火应力实际上可以减少零件内的陷阱数量,从而减轻发生氢脆的隐患。
【4】控制镀层厚度,由于镀层覆盖在紧固件表面,镀层在一定程度上会起到氢扩散屏障的作用,这将阻碍氢向紧固件外部的扩散。当镀层厚度超过2.5μm时,氢从紧固件中扩散出去就非常困难了。因此硬度<32HRC的紧固件,镀层厚度可以要求在12μm;硬度≥32HRC的高强度螺栓,镀层厚度应控制在8μmmax。这就要求在产品设计时,必须考虑到高强度螺栓的氢脆风险,合理选择镀层种
除锈编辑
:除锈等级,对于合金管常用的环氧类,乙烯类,酚醛类等防腐涂料的施工工艺,一般要求的都是将合金管表面达到近白级,通过实践得出的证明是,用这种除锈等级几乎可以除掉所有的氧化皮,锈还有其他的污物充分的满足了防腐层和合金管的附着力要求,而喷射除锈工艺可以用较低的费用就可以稳定可靠的使质量达到近白级的条件。
第二:想要使除锈效果达到理想的效果,需要根据合金管表面的硬度,原始锈蚀程度,要求的表面粗糙度,涂层类型等来选择磨料,单层环氧,二层或者是三层聚乙烯涂层,要想达到理想的除锈效果,需要采用钢砂和钢丸的混合磨料。因为钢丸有强化钢表面的作用,钢砂有刻蚀钢表面的作用。
第三:想要获得较好的均匀清洁度和粗糙度的分布,磨料的粒径和配比的设计是相当重要的,因为粗糙度太大是很容易造成防腐层在锚纹尖峰处变薄的,同时会因为锚纹太深,就容易在防腐的过程中形成气泡,严重影响着防腐层的性能。(在实际的操作中,磨料中的钢砂和钢丸的理想比例是很难达到的)
第四:在喷射处理之前,除去了合金管表面的油脂和积垢,还可以用加热炉对管体预热至40-60摄氏度,使合金管的表面保持干燥的状态,因为合金管表面是不含油脂等污垢的,这样可以增强除锈的效果,另外,干燥的合金管表面也是有利于钢丸,钢砂和锈和氧化皮的分离的,这样就会使才除锈后的合金管表面更加的洁净。
