



一分钟的时间,对于了解我们的空气压缩机用铸铁型材公司地址产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
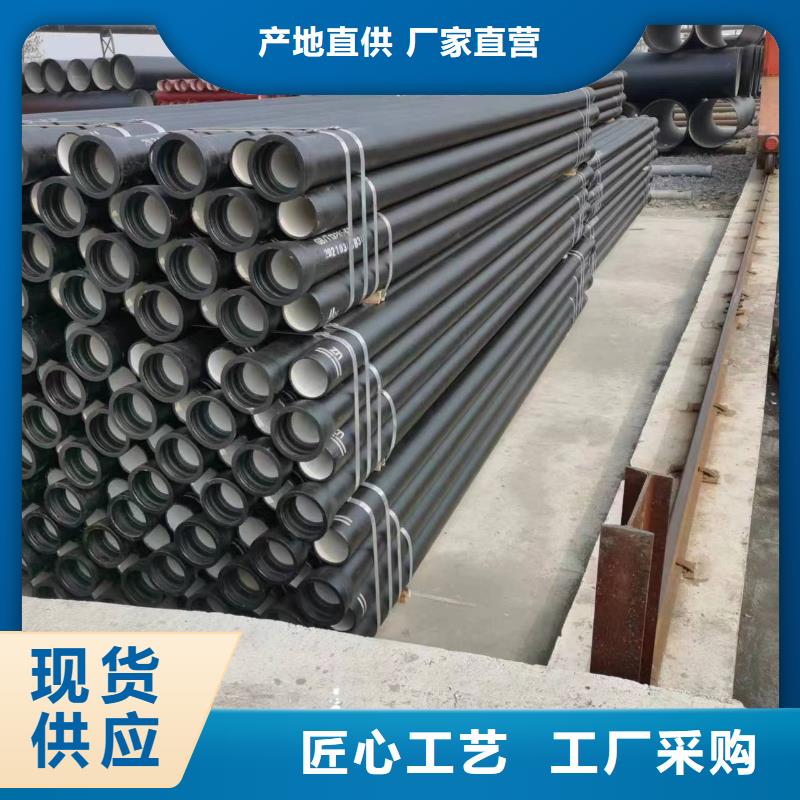
以下是:空气压缩机用铸铁型材公司地址的图文介绍
球墨铸铁型材可以焊接。焊接方法视铸铁棒的材质、复杂程度、缺陷类型和尺寸,以及切削加工和技术要求等来选择不同焊接方法。并按不同的焊接要求作焊前准备,如油污及夹砂、开坡口或预热等。焊接方法有气焊、钎焊、手工电弧焊、手工电渣焊。其中气焊分为热焊法、加热减应区法、不预热气焊;手工电弧焊分为冷焊、半热焊、不预热焊和热焊。铸铁棒焊接的应用:1、 铸造缺陷的焊接修复。采用焊接方法修复有缺陷的铸铁棒,由于焊接成本低,不仅可获得巨大的经济效益,而且有利于及时完成生产任务。2、已损坏的铸铁棒成品件的焊接修复。铸铁成品件在使用过程中会受到损坏,出现裂纹等缺陷,使其报废。若换新的不仅价格昂贵,而且需要很长时间,用焊接方法可以及时修复出现的裂纹。3、零部件的生产。指用焊接的方法将铸铁棒(主要是球墨铸铁棒)件与铸铁件、各种钢件或有色金属焊接起来而生产出零件



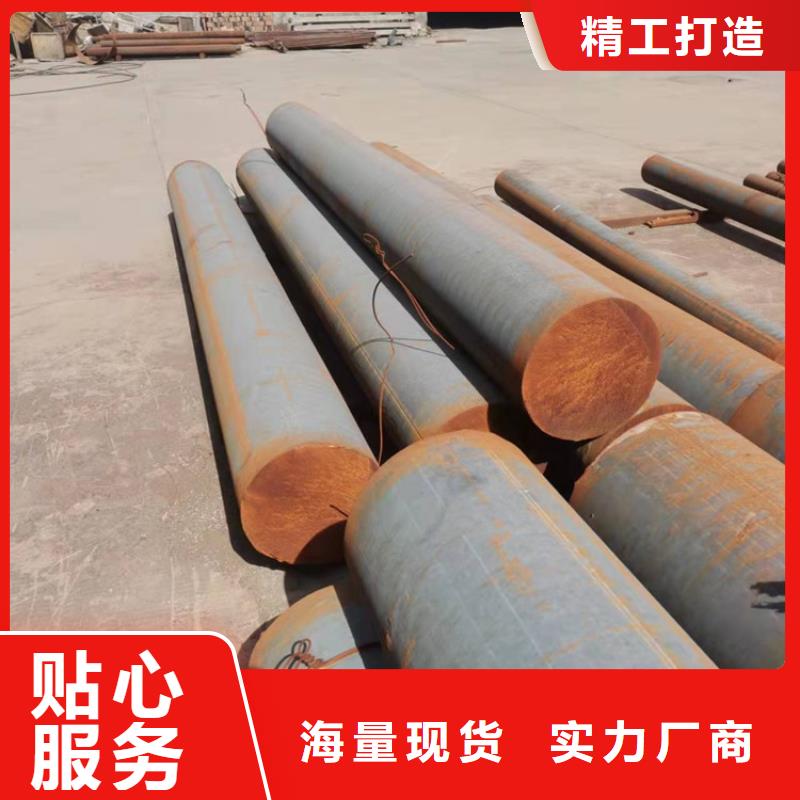
用水平连铸球墨铸铁型材 HT250灰口铸铁棒材制作曲轴衬套时,一个常见缺陷产生的由来,指出:衬套内孔上部分弧段较软的原因在于,HT250灰口铸铁棒材横断面上有偏心分布的“液芯组织”,这种等轴晶组织石墨粗大,铁素体含量多,无论是在铸态还是经淬火处理,其硬度和耐磨性均低于先行凝固的外壳层.用垂直连续铸造方法拉制出灰铁空心型材,全断面上的石墨形态为D、E混合型,用来制作新型内燃机的曲轴衬套,表现出良好的机械性能和理想的服役寿命.



飞翔铸业有限公司将以雄厚的经济技术实力,优良的 黑龙江鹤岗球墨铸铁棒产品品质,铸造中国 黑龙江鹤岗球墨铸铁棒新品牌新形象。公司始终坚持“诚信务实、服务社会”的经营理念,愿与国内、外各界朋友真诚合作,共同为建设事业做出更大贡献!携手发展!共创美好明天!


华尔网球墨铸铁型材的球化率是炉前检验球铸铁棒材在其生产过程中是不可缺少的一环,直接关系到球墨铸铁型材的质量。而及时、准确判断铁液的球化情况,可以迅速采取措施控制球墨铸铁棒质量。炉前误判将会造成大量铸件报废,浪费造型工时,因此炉前的及时、准确判断球化情况比炉后检验重要得多。下面飞翔铸造小编就实际生产中常用的炉前检验铁液球化情况来总结的一些经验有以下方法。常见的有表面结皮及火苗判断法。稀土镁球墨铸铁含镁量较低,又有稀土元素,铁液表面和纯镁球墨铸铁不一样,表面没有那么多氧化皮,火苗也没有那么多而有力。注意的是,当补加1/3铁液时液面会逸出镁光及白**火苗,形如烛火。根据火苗数量、高度判断球化情况及镁残余量,火苗越高、越有力,说明球化良好。尤其是在浇注时,从铁液流中可以看到**火,如高度达25~ffice:smarttags"/>50mm,即球化良好;若火苗低于15mm,则球化较差。从处理后的球墨铸铁铁液表面看,形成氧化膜,并有银白色滚动的亮点,即为球化良好。但氧化膜太厚,则表示铁液温度低。



