
想要一睹9948翅片管规格产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:9948翅片管规格的图文介绍


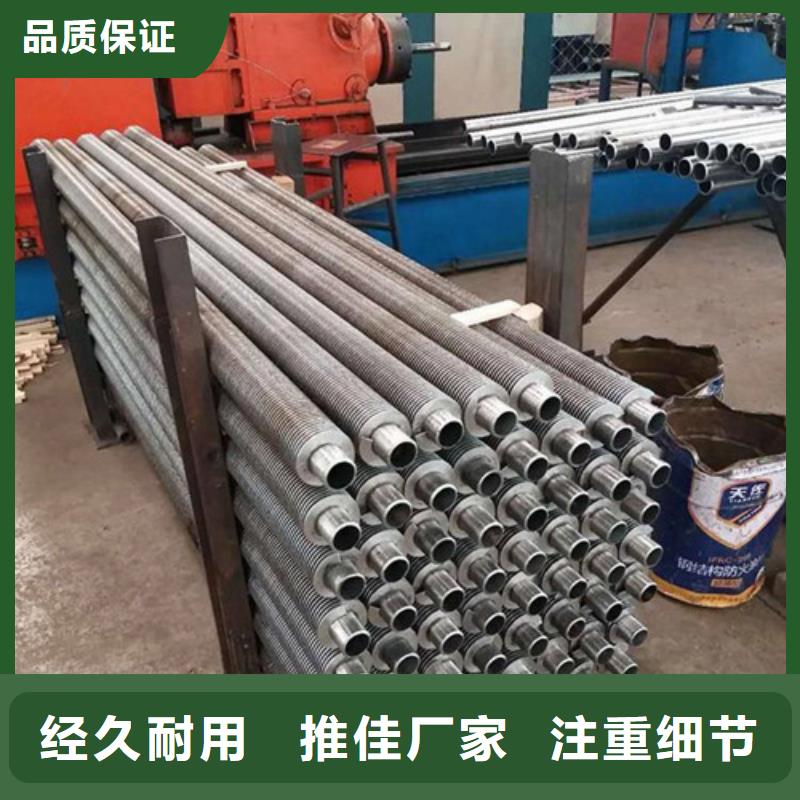
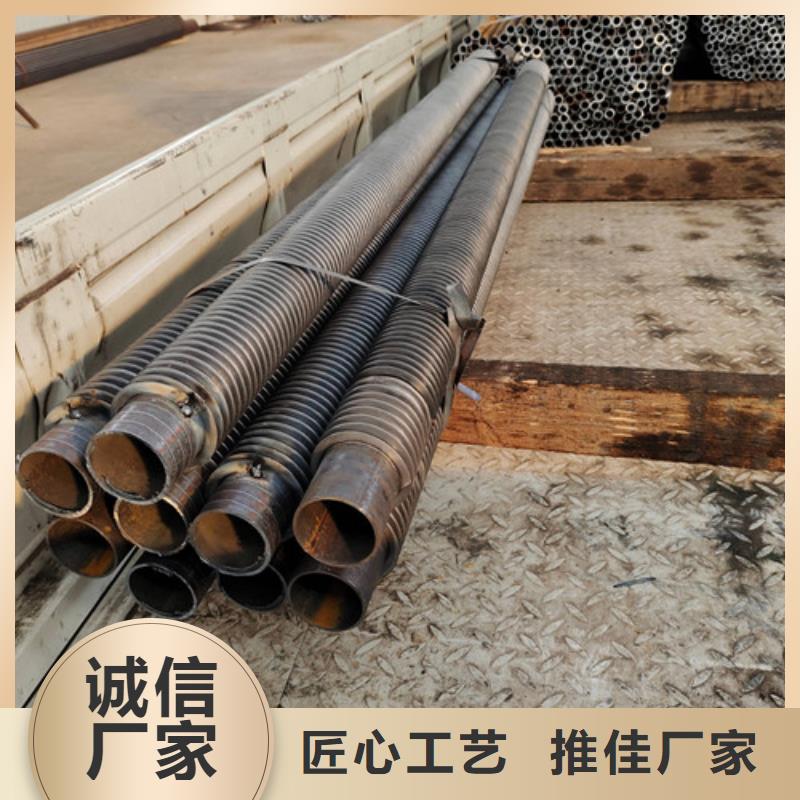
内蒙古锡林郭勒翅片管换热管是换热器的元件之一,置于筒体之内,用于两介质之间热量的交换。具有很高的导热性和良好的等温性。它是一种能快速将热能从一点传至另一点的装置,而且几乎没有热损耗,因此它被称作传热超导体,其导热系数为铜的数千倍。除光管外,换热器还可采用各种各样的强化传热管,如翅片管、内蒙古锡林郭勒螺纹管、内蒙古锡林郭勒螺旋槽管等。当管内直径两侧给热系数相差较大时,翅片管的翅片应布置在给热系数低的一侧。换热管常用的尺寸(外径x壁厚)主要为Φ19mmx2mm、内蒙古锡林郭勒Φ25mmx2.5mm和Φ38mmx2.5mm的无缝钢管以及Φ25mmx2mm和Φ38mmx2.5mm的不锈钢管。标准管长有1.5、内蒙古锡林郭勒2.0、内蒙古锡林郭勒3.0、内蒙古锡林郭勒4.5、内蒙古锡林郭勒6.0、内蒙古锡林郭勒9.0m等。采用小管径,可使单位体积的传热面积增大、内蒙古锡林郭勒结构紧凑、内蒙古锡林郭勒金属耗量减少、内蒙古锡林郭勒传热系数提高。据估算,将同直径换热器的换热管由Φ25mm改为Φ19mm,其传热面积可增加40%左右,节约金属20%以上。但小管径流体阻力大,不便清洗,易结垢堵塞。一般大直径管子用于粘性大或污浊的流体,小直径管子用于较清洁的流体。



建顺金属制品有限公司主要生产经营: 内蒙古锡林郭勒光排管厂家。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们专业技术人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。


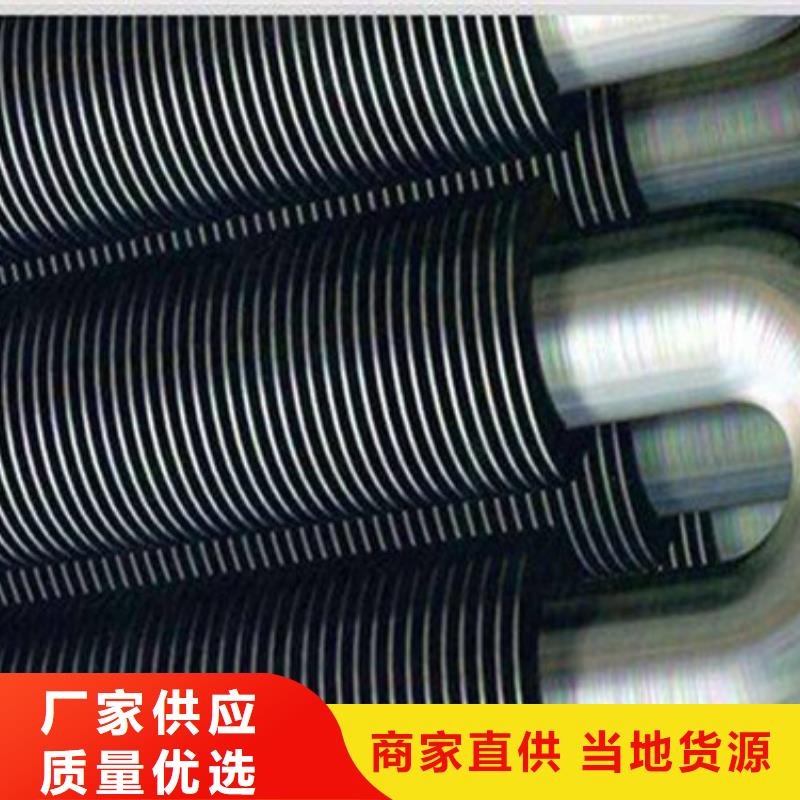
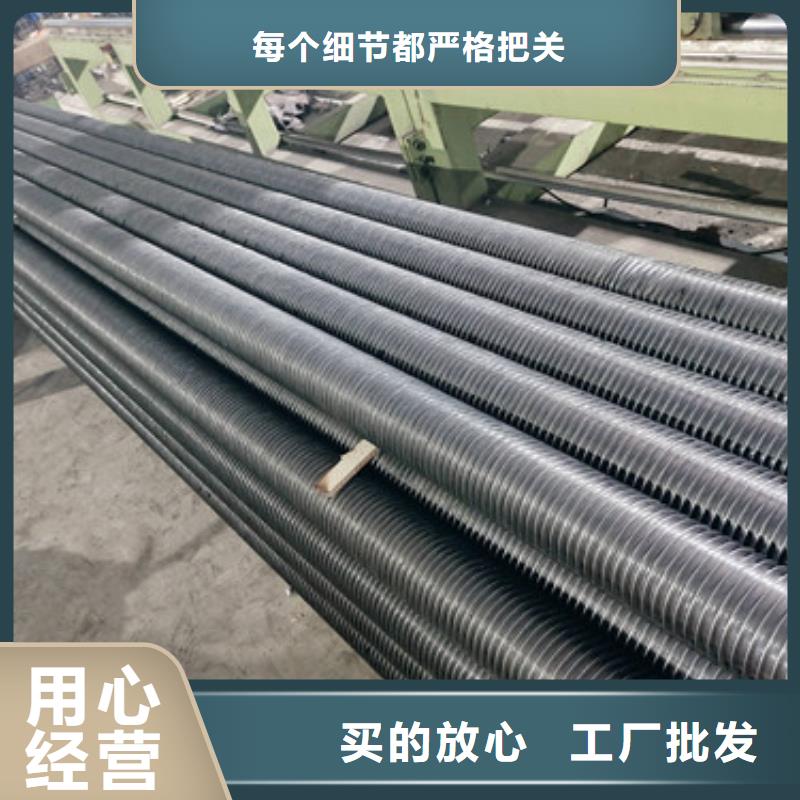
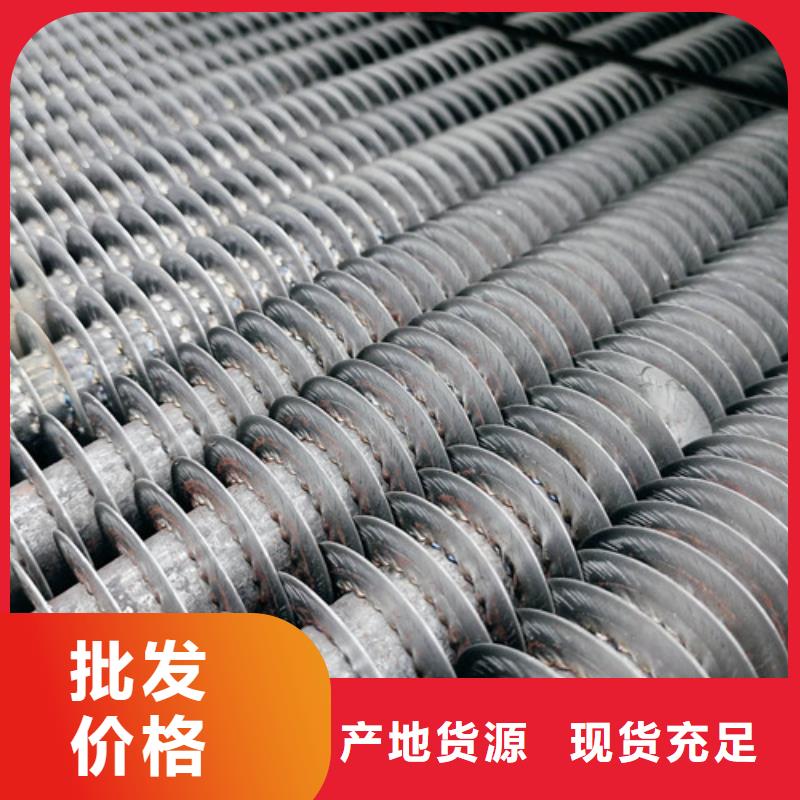
1、内蒙古锡林郭勒本地翅片管按结构型式分类从结构型式上翅片管可分为纵向和径向两种基本类型,其他型式均为这两类的发展和变形,例如大螺旋角翅片管接近纵向,小螺旋角翅片管接近径向翅片的形状有圆形、内蒙古锡林郭勒本地矩形和针形。此外,翅片可设置在管外,称外翅片管;也可设置在管内,称内翅片管或内外兼有。2、内蒙古锡林郭勒本地按制造工艺分类按制造工艺可把翅片管分类为整体翅片管、内蒙古锡林郭勒本地焊接翅片管、内蒙古锡林郭勒本地高频焊翅片管和机械连接翅片管。(1)整体翅片管,由铸造、内蒙古锡林郭勒本地机械加工或轧制而成,翅片与管子为一整体。(2)焊接翅片管,使用钎焊或惰性气体保护焊等工艺制造。现代焊接技术可使不同材料的翅片连接在一起,并能将翅片管制造得简单、内蒙古锡林郭勒本地经济,具有较好的传热及机械性能,已被广泛应用。由于焊缝中残渣不利于传热,甚至会引起断裂,因此在生产这类翅片管时必须保证焊接工艺质量。(3)高频焊翅片管,利用高频发生器产生的高频电感应,使管子表面与翅片接触处产生高温,在10μm左右的深度范围内使两者溶化,再加压使翅片与管子连为一体。无焊剂,也无焊料,制造简单,生产率高,传热及机械性能优良。这是为理想的一类翅片管,正为广大用户认识和采用。(4)机械连接翅片管,通常有绕片式、内蒙古锡林郭勒本地镶嵌式、内蒙古锡林郭勒本地套片式或串片式等三种类型。绕片式翅片管制造简单,把金属带用机械或焊接方式周定于管子一端,借管子转动力矩将金属带紧紧地缠绕于管外壁,另一端固定即成绕片式翅片管。绕片的材料可以是铜带、内蒙古锡林郭勒本地钢带或者铝带。



套装翅片套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压入的。这种方法因为翅片的压入力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压入是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。内蒙古锡林郭勒镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。钎焊螺旋翅片管钎焊螺旋翅片管的加工分两步进行。首先,将钢带平面垂直于管子轴线按螺旋线方式缠绕在管子外表面上,并把钢带两端焊在钢管上固定,然后为钢带和钢管接触处的间隙,用钎焊的方法将钢带和钢管焊在一起。此种方法因其造价昂贵,故常用另一种方法,即将缠好钢带的管子放进锌液槽内进行整体热镀锌来替代。采用整体热镀锌虽然镀液不见得能很好地渗进翅片和钢管之间极小的间隙,但在翅片外表面和钢管外表面却形成了一个完整的镀锌层。采用整体热镀锌的螺旋翅片管,因为受到镀锌层厚度的限制(镀锌层厚时,锌层牢固性差,易脱落),加之锌液不可能全部渗入间隙内,所以,翅片与钢管的结合率仍不高。另外,锌的传热系数比钢小(约为钢的78%),故传热能力低。锌在酸及碱、内蒙古锡林郭勒本地硫化物中极易遭受腐蚀,因此,用镀锌螺旋翅片管不适于制作空气预热器(回收锅炉烟气余热)。

