


激光切割机龙门式激光切割机专业生产品质保证产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:激光切割机龙门式激光切割机专业生产品质保证的图文介绍
华宇诚数控科技有限公司坚持创新、诚信守约,是辽宁阜新市级科技创新示范企业并连续多年被评为信用企业和消费者满意单位,目前已与国内外多家客户建立了长期合作关系,成为他们在中国的优质 辽宁阜新激光光纤切割机价格供应商. “实力铸就品牌,诚信谛造未来”,精心做事,诚信待人,欢迎广大客户随时拨打全国统一客服热线,我们期待与您合作,共创美好明天。


光纤激光切割机的价值体现在哪些方面 激光切割机的种类有很多种,在切割金属方面,光纤激光切割机是现在新的激光加工设备。其“新”的特点主要体现在更快、更好、更省。在金属加工行业快速发展的今天,光纤激光切割机的发展潜力更加的巨大,下面武汉高能激光给大家介绍一下光纤激光切割机的价值体现。
对于中国市场,由于在切割机械行业上的起步相对较晚,市场的发展空间和潜力反而更大,据专业人士研究巨大的发展动力主要来自于:一方面,切割设备领域的应用行业本身具有巨大的投资发展空间和先进装备使用的需求;另一方面,国内光纤激光切割机的发展相对于全球处于相对落后的状态,产业本身就有巨大的技术升级和行业规范化的需求。因为,在不断的吸取时代的精华,也就是说引进先进的高科技,以及经过不断的创新、升级和改变之后,让光纤激光切割机在市场当中变得供不应求。但是,这并没有让光纤激光切割机对于发展和创新的脚步停止住,从而也提高了光纤激光切割机产业本身的价值以及美好的发展前景。
在实际的工业生活中光纤激光切割机的质量好坏对我们的工作生产有很大的影响,所以其在整个激光切割机行业中都占据有较为重要的地位,而且都是相互需求的,由此也为光纤激光切割机提供了在激光行业发展的便利条件。
目前来看,光纤激光切割机改变切割行业的格局,就目前的行情来看,人们无论是对于光纤激光切割还是金属激光切割的需求量都是相当的大,所以今天说光纤激光切割机是国内切割机械行业发展动力源。由于激光切割在国内外都具有很大的市场需求,从而也让光纤激光切割机在整个大的行业当中受到了众多业内人士们的欢迎。



光纤激光切割机比CO2激光切割机的优势
近光纤激光切割机的发展势头很猛,由于光纤激光器的高光束质量、高亮度、高转换效率、运转成本低及体积小等一系列优点,这种全光路光纤传输之高柔性的,全固态激光器引起了人们的极大兴趣。与CO2激光切割机相比它具有多方面的优势。
首先,从切割床尺寸来说。像CO2等气体激光技术中反射镜必须设定在一定的距离内,但光纤激光技术无范围限制。而且可以将光纤激光安装在等离子切割床的等离子切割头旁边,二氧化碳激光切割技术是做不到的。
第二,极低的使用成本:整机耗电量仅为同类CO2激光切割机的20-30%。
第三, 光纤激光切割机比CO2激光切割机电光转换效率高3倍,节能环保。对于二氧化碳切割系统的各个单元来说,实际一般利用率约为8%至10%。而对于光纤激光切割系统来说,用户可以期望更高的电源效率,大约在25%至30%间。
第四, 极高的切割速度:是同等CO2激光切割机的2倍。
第五,极低的维护成本:二氧化碳气体激光系统需要定期维护;反射镜需要维护和校准,谐振腔需要定期维护。另一方面,光纤激光切割解决方案几乎不需要任何维护。



金属板材激光切割机适用范围:
金属板材激光切割机适用于碳钢、不锈钢、铝、镀锌板、钛合金等金属切割以及模切板、塑料、模切板、石英玻璃、PVC、亚克力、复合材料切割加工。不同功率激光器的选择可实现客户选型优化. 广泛用于电气、机械、汽车、模切板等制造加工行业。
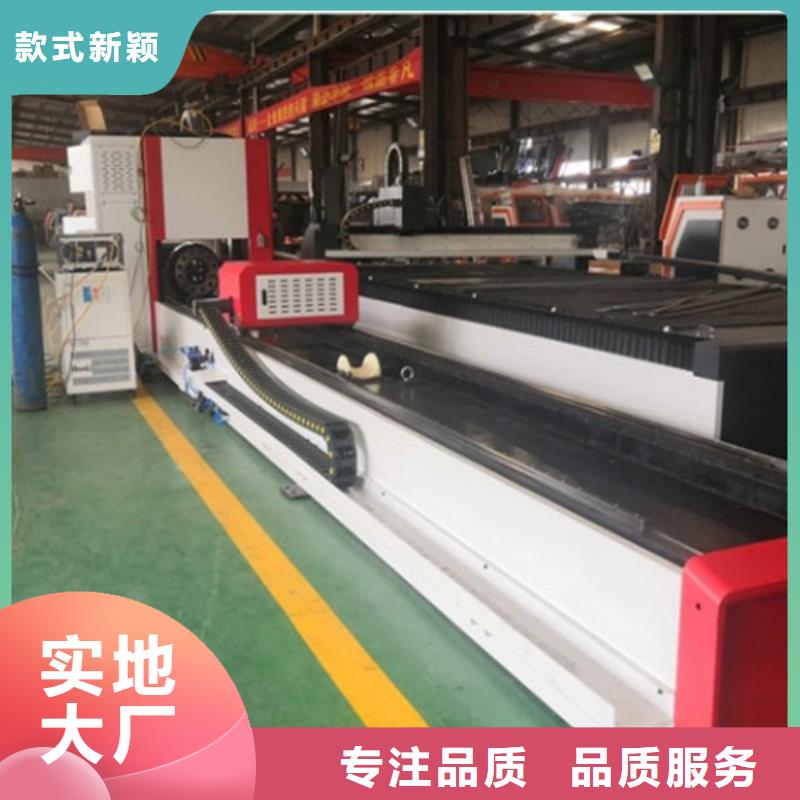
金属板材激光切割机机型特点:
1.切割厚度可优质切割0.5-22mm碳钢,0.5-12mm不锈钢板
2.全飞行光路结构,一体化设计.整机便于安装运输. 对地面无特殊要求,多样化布局以满足客户不同的场地要求;
3.激光发生器采用先进的双重抗热变影响系统, 脉冲模块直接由CNC控制, 功率消耗及维护费用低;
4.整个加工区域切割质量优良,切割件易于收集加工区域视野宽阔,便于检测、操作;
5.新的带动态及几何冲击保护的Z32实时控制系统, 光纤连接的全数字伺服驱动器, 远程协助功能;
6.气路控制系统可自动更换三种辅助气体。高压气路设计,提高了对不锈钢等难切割材料的切割能力。新型的带防 撞保护的高压切割头. 新型的5”及7.5”聚焦镜快速更换系统(完全满足薄板及厚板的优质切割)



激光切割机喷嘴可以辅助气体快速喷出,可以有效地阻止熔渍等杂物往上反弹,进而可以保护聚焦镜。同时它可以控制气体扩散面积及大小,进而会影响到激光切割机的切割质量。与此同时喷嘴的孔径大小会根据切割材料的厚度而有所不同。
一,切割薄板(3mm以下)时。选择Φ1mm孔径的喷嘴会比较细,而选择Φ1.5mm孔径的喷嘴会比较粗,而且转角的地方会比较容易有容渍。
二,切割厚板(3mm以上)时。选择Φ1mm孔径的喷嘴使用时不太稳定。因为这时切割功率较高,相对散热时间较长,相对切割时间也随之增长,用Φ1mm孔 径的喷嘴气体扩散面积小,所以不太稳定,但基本上还是可以使用的。而选择Φ1.5mm孔径的喷嘴气体扩散面积大,气体流速较慢,所以切割时比较稳定。
三,切割10mm以上的板材时。目前一般选择直径2mm或2mm以上孔径的喷嘴。
不过由于喷嘴的孔径越大,对于聚焦镜的保护作用越小。所以合理的选择激光切割机喷嘴孔径的大小,才能更有效地进行生产
