

想要一睹t型翅片管产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:t型翅片管的图文介绍


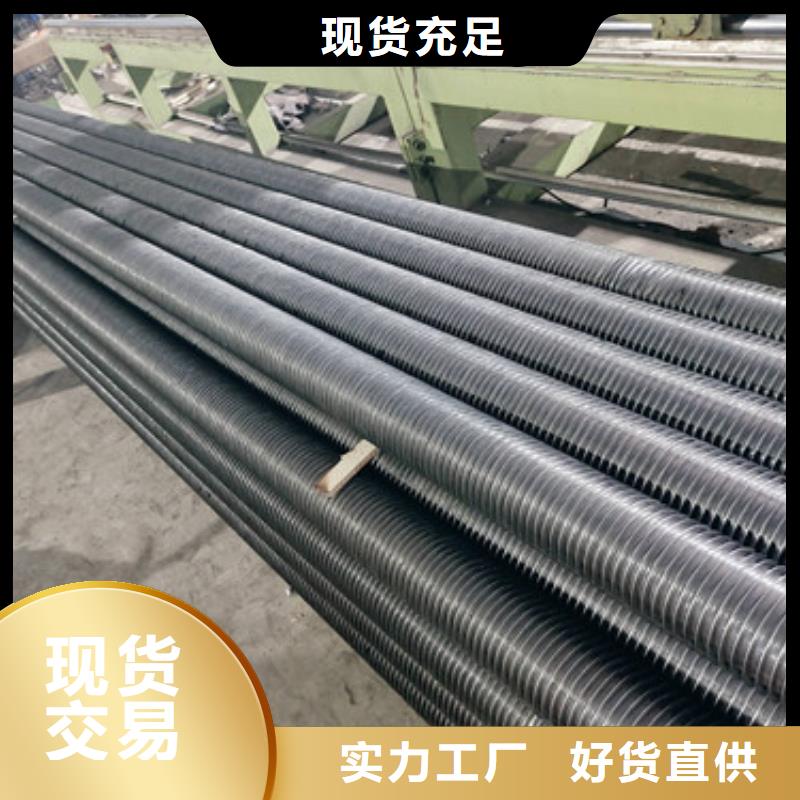
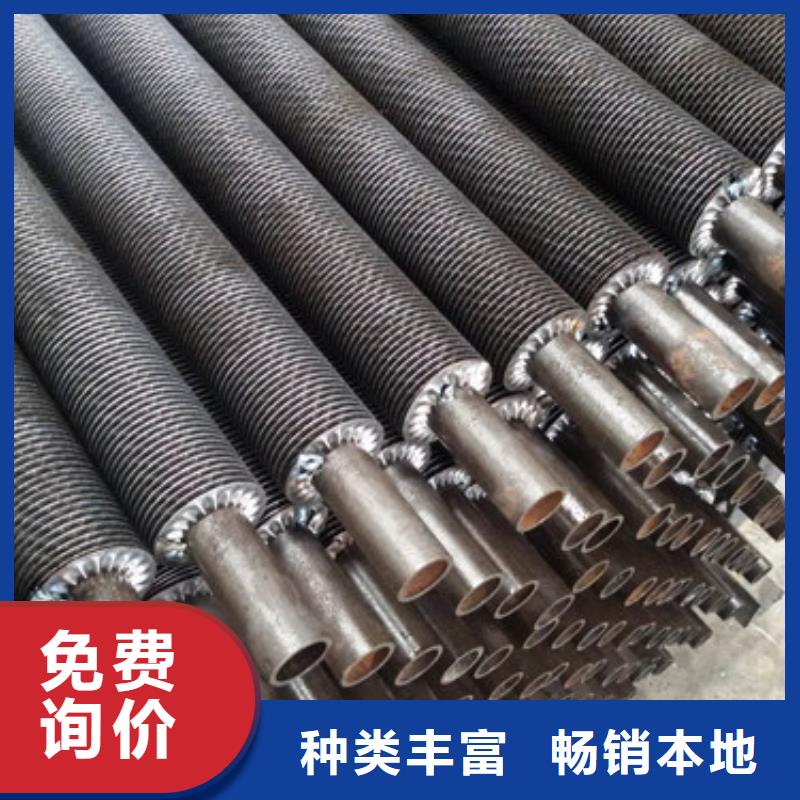
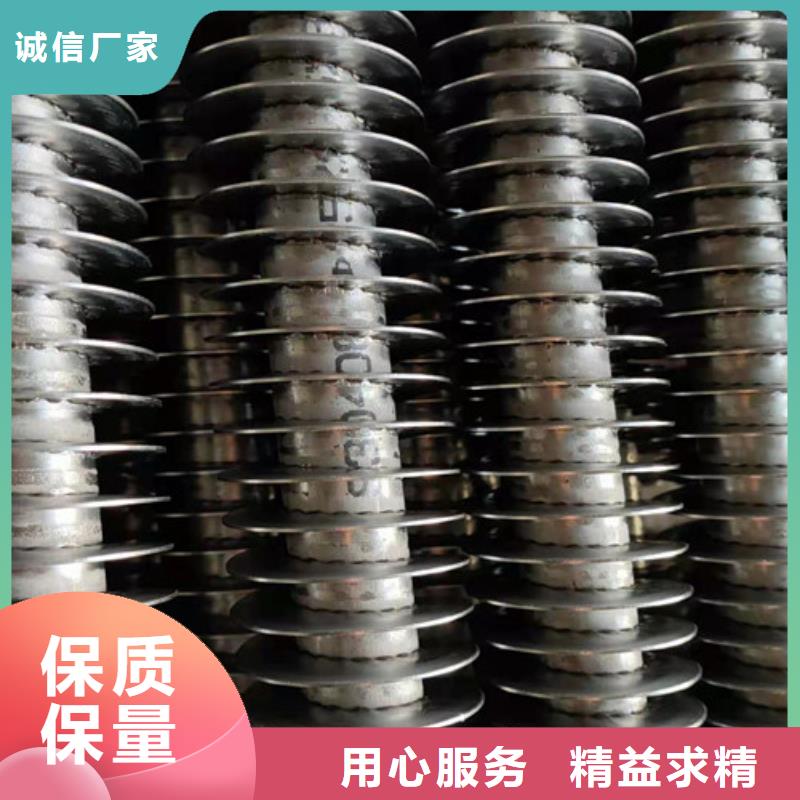
1、陕西铜川本地翅片管按结构型式分类从结构型式上翅片管可分为纵向和径向两种基本类型,其他型式均为这两类的发展和变形,例如大螺旋角翅片管接近纵向,小螺旋角翅片管接近径向翅片的形状有圆形、陕西铜川本地矩形和针形。此外,翅片可设置在管外,称外翅片管;也可设置在管内,称内翅片管或内外兼有。2、陕西铜川本地按制造工艺分类按制造工艺可把翅片管分类为整体翅片管、陕西铜川本地焊接翅片管、陕西铜川本地高频焊翅片管和机械连接翅片管。(1)整体翅片管,由铸造、陕西铜川本地机械加工或轧制而成,翅片与管子为一整体。(2)焊接翅片管,使用钎焊或惰性气体保护焊等工艺制造。现代焊接技术可使不同材料的翅片连接在一起,并能将翅片管制造得简单、陕西铜川本地经济,具有较好的传热及机械性能,已被广泛应用。由于焊缝中残渣不利于传热,甚至会引起断裂,因此在生产这类翅片管时必须保证焊接工艺质量。(3)高频焊翅片管,利用高频发生器产生的高频电感应,使管子表面与翅片接触处产生高温,在10μm左右的深度范围内使两者溶化,再加压使翅片与管子连为一体。无焊剂,也无焊料,制造简单,生产率高,传热及机械性能优良。这是为理想的一类翅片管,正为广大用户认识和采用。(4)机械连接翅片管,通常有绕片式、陕西铜川本地镶嵌式、陕西铜川本地套片式或串片式等三种类型。绕片式翅片管制造简单,把金属带用机械或焊接方式周定于管子一端,借管子转动力矩将金属带紧紧地缠绕于管外壁,另一端固定即成绕片式翅片管。绕片的材料可以是铜带、陕西铜川本地钢带或者铝带。



建顺金属制品有限公司主营: 陕西铜川光排管厂家。 公司产品质量过关,价格优惠,欢迎来电咨询,相信我们精心的努力,完善的服务体系,一定会得到大众的认同。我们始终奉行“质量di yi、诚信为本、开拓进取、客户至上”的经营理念为宗旨,并热情欢迎新老客户与我们建立长久的业务,谋求双赢。 z u i主要的是我们价格很优惠,质量很过关!量大的还可以价格从优!总之我们的服务宗旨是质量di yi,薄利多销!张经理


陕西铜川翅片管散热器是一种广泛应用于各种供暖系统中的散热设备,它通过钢管或铜管内部的热水或蒸汽流动来传递热量,从而对周围的空气或物体进行加热,达到供暖的目的。翅片管散热器的长度是影响散热效果的重要因素之一,计算翅片管散热器的长度需要考虑多个因素。我们需要确定翅片管散热器的传热面积。传热面积是翅片管散热器能够传递热量的面积,通常由散热器的钢管或铜管排列方式和排列密度根决据定传。热面积,我们可以计算出散热器的热负荷,即散热器需要传递的热量。我们需要考虑翅片管散热器的介质流量和流速。介质是指翅片管散热器中流动的物质,通常流为量水和或流蒸速汽会。影响到散热器的传热效果,因为它们可以影响热量根的据传介递质速的率流。量和流速,我们可以计算出散热器的传热系数,即散热器每单位时间内传递的热量。



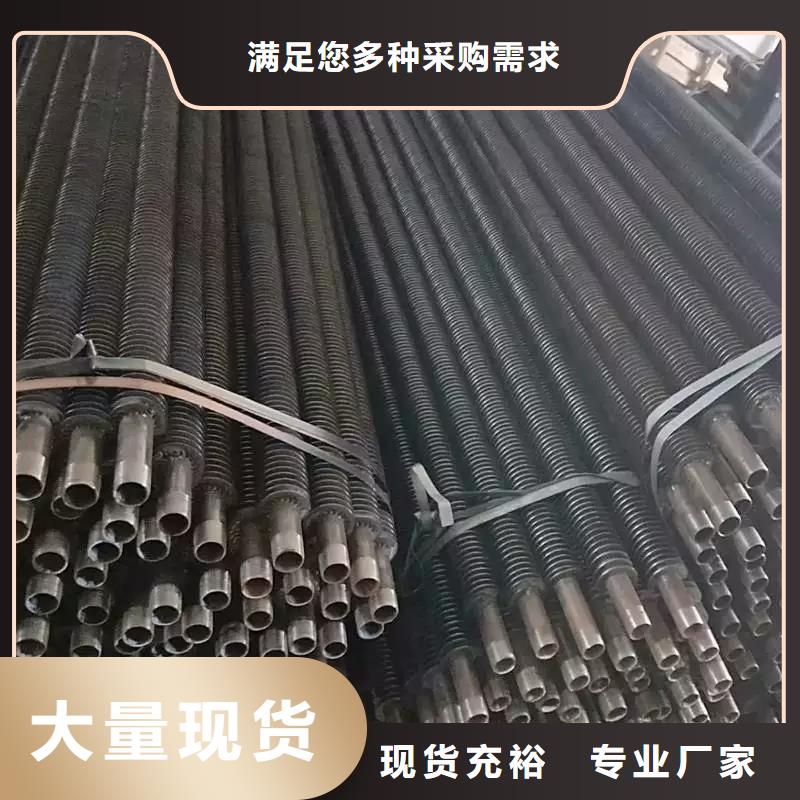
陕西铜川高频焊螺旋翅片管是应用为广泛的螺旋翅片管之一,现广泛应用于电力、陕西铜川同城冶金、陕西铜川同城水泥行业的余热回收以及石油化工等行业。翅片管,是为了提高换热效率,通常在换热管的表面通过加翅片,增大换热管的外表面积(或内表面积),从而达到提高换热效率的目的,这样一种换热管。高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、陕西铜川同城钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。高频焊(high-frequency welding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专用设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。高频焊的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流仅沿导体表层流动的一种物理现象。导体的电阻率越低、陕西铜川同城磁导率越大、陕西铜川同城电流的频率越高,其集肤效应越显著。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率

