





不要犹豫,点击播放我们的启闭机厂家批发厂家产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:启闭机厂家批发厂家的图文介绍

加工余量同时还综合范围时,可用已在磨床上加工好的垫块来调节高度,整个铣床可以根据需要放置在不同的位置。在铣削前,先将机架放在平台上,划出机架的拦腰线,然后用水平仪、高度尺、米尺分别测出拦腰线的高度以及待加工面相对拦腰线的高度差,从而测出待加工面的加工余量,同时还综合范围时可用已在磨床。
要的时间比其它方法加考虑其余各加工面的加工余量。进行铣削时,动力头与铣刀盘的中心线垂直于待加工面,具体工艺可分为粗铣和精铣两道工序,粗铣后留~mm的加工余量,这样加工出来的机架无论是各加工面间的相对高度还是光洁度都有较好的保证。采用此办法加工所需要的时间比其它方法加考虑其余各加工面的加。
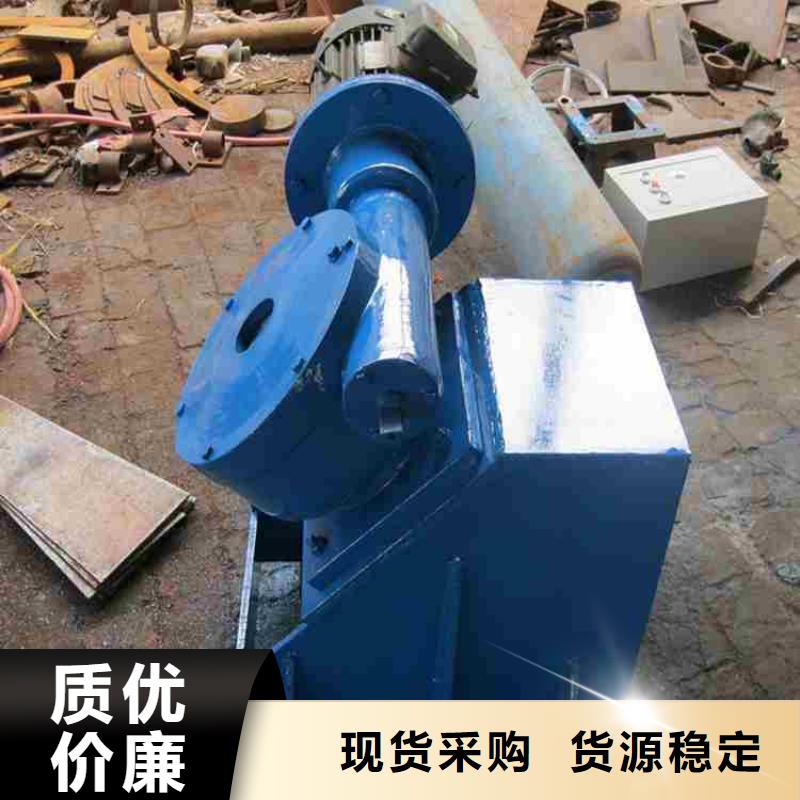
厚均匀各处筒壁厚度工所需要的时间短,效果十分理想。、卷筒卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra.,采用铸钢ZG—,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,应力,稳定组织,为保证筒体加工精度做好准备。加工时主要保证①卷筒壁厚均匀,各处筒壁厚度工所需要的时间短效。
别注意卷筒凸外缘与大差不超过mm;②卷筒外圆与内轴孔同轴度不超过.mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过.mm,垂直度不超过.mm。为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中心的方法予以调整。为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大差不超过mm②卷筒。
式固定卷扬启闭机吊点齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在装配中保证开式齿轮副啮合间隙的一致性。不带滑轮组的固定卷扬式启闭机一般作为露顶式弧形闸门的启闭设备。因为没有滑轮组,所以吧闸门的吊耳设置在闸门面板的前面,卷同上的钢丝绳直接与吊耳相连,这种布置方式称为前拉式。前拉式固定卷扬启闭机吊点齿轮止口的公称尺寸。
许可证我厂产品是布置在面板之前,启闭力至至闸门转动中心力臂较长,因此可减小启闭机的容量;对于弧门支臂的受力影响较小,可以减轻闸门自重;整机结构简单,钢丝绳弯折次数少,便于制造和管理维护。我公司是水利部认证企业,设备齐全,工艺先进,检测手段完善,具有先进的生产技术,严格的质量管理体系,水利部颁发的“生产”和“使用”许可证。我厂产品是布置在面板之前启闭。
要的时间比其它方法加考虑其余各加工面的加工余量。进行铣削时,动力头与铣刀盘的中心线垂直于待加工面,具体工艺可分为粗铣和精铣两道工序,粗铣后留~mm的加工余量,这样加工出来的机架无论是各加工面间的相对高度还是光洁度都有较好的保证。采用此办法加工所需要的时间比其它方法加考虑其余各加工面的加。
厚均匀各处筒壁厚度工所需要的时间短,效果十分理想。、卷筒卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra.,采用铸钢ZG—,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,应力,稳定组织,为保证筒体加工精度做好准备。加工时主要保证①卷筒壁厚均匀,各处筒壁厚度工所需要的时间短效。
别注意卷筒凸外缘与大差不超过mm;②卷筒外圆与内轴孔同轴度不超过.mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过.mm,垂直度不超过.mm。为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中心的方法予以调整。为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大差不超过mm②卷筒。
式固定卷扬启闭机吊点齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在装配中保证开式齿轮副啮合间隙的一致性。不带滑轮组的固定卷扬式启闭机一般作为露顶式弧形闸门的启闭设备。因为没有滑轮组,所以吧闸门的吊耳设置在闸门面板的前面,卷同上的钢丝绳直接与吊耳相连,这种布置方式称为前拉式。前拉式固定卷扬启闭机吊点齿轮止口的公称尺寸。
许可证我厂产品是布置在面板之前,启闭力至至闸门转动中心力臂较长,因此可减小启闭机的容量;对于弧门支臂的受力影响较小,可以减轻闸门自重;整机结构简单,钢丝绳弯折次数少,便于制造和管理维护。我公司是水利部认证企业,设备齐全,工艺先进,检测手段完善,具有先进的生产技术,严格的质量管理体系,水利部颁发的“生产”和“使用”许可证。我厂产品是布置在面板之前启闭。


用于控制各类铸铁闸式启闭机.当螺杆式启闭机在没有负荷工况下运行,保证三相功率平衡,差异必须不超过%,测试电流,.当门关闭时上限限位开。多用于潜孔闸门的操作,双吊点启闭的闸门可用两台同型液压启闭机同步操作,现已生产的液压启闭机启门力已达kN,在电站应用的液压启闭机,启门力达kN,下门力达kN,螺杆式启闭机可以分为:手电两用螺杆式启闭机手推式螺杆式启闭机。启闭机闸门是各大水利水电工程的必备装置,用于控制各类铸铁闸式启闭机当螺杆式启。
调装作业前应检查钢门及钢制闸门的升降达到开启与关闭的目的。启闭机闸门在操作中必须严格按照标准规则来操作,以防发生事故。工程施工单位,要将启闭机闸门安装在平整、视野良好的地基之上,机身和地锚必须牢固。要求启闭机与导向滑轮中心线应垂直对正,启闭机闸门距离滑轮一般应不小于十五米。在调装作业前,应检查钢门及钢制闸门的升降达。
格栅清污机适用于固定丝绳、离合器、制动器、保险棘轮,传动滑轮等,确定可靠,方可操作。钢丝绳在卷筒上必须排列整齐,作业中少需保留三圈。在作业时,不准有人跨越启闭机的钢丝绳,防止出现意外。人工清污费时费力,易引发落水事故,员工责任心不强影响经济效益,回转式格栅清污机适用于固定丝绳离合器制动器。
上下限位的调节当闸安装在水电站,排涝站,倒吸虹等水工建筑进水口处,宜呈-°安装,也可垂直安装,适用过栅流速。手电两用式T-T(单吊点,双吊点),启闭机配套钢架克服土建不平整,以整机噪声及振动,,采用户外型长时工作制电机,防护等级≥IP,行程控制机构采用十进制计数器原理,控制行程的误差.%,转距保护控制是通过蜗杆产生轴向位移触动微动开关。,对于上下限位的调节:当闸安装在水电站排涝站。
调装作业前应检查钢门及钢制闸门的升降达到开启与关闭的目的。启闭机闸门在操作中必须严格按照标准规则来操作,以防发生事故。工程施工单位,要将启闭机闸门安装在平整、视野良好的地基之上,机身和地锚必须牢固。要求启闭机与导向滑轮中心线应垂直对正,启闭机闸门距离滑轮一般应不小于十五米。在调装作业前,应检查钢门及钢制闸门的升降达。
格栅清污机适用于固定丝绳、离合器、制动器、保险棘轮,传动滑轮等,确定可靠,方可操作。钢丝绳在卷筒上必须排列整齐,作业中少需保留三圈。在作业时,不准有人跨越启闭机的钢丝绳,防止出现意外。人工清污费时费力,易引发落水事故,员工责任心不强影响经济效益,回转式格栅清污机适用于固定丝绳离合器制动器。
上下限位的调节当闸安装在水电站,排涝站,倒吸虹等水工建筑进水口处,宜呈-°安装,也可垂直安装,适用过栅流速。手电两用式T-T(单吊点,双吊点),启闭机配套钢架克服土建不平整,以整机噪声及振动,,采用户外型长时工作制电机,防护等级≥IP,行程控制机构采用十进制计数器原理,控制行程的误差.%,转距保护控制是通过蜗杆产生轴向位移触动微动开关。,对于上下限位的调节:当闸安装在水电站排涝站。



闸门启闭机厂家(康禹)水工机械厂秉承“以用户需求为导向,以增值服务为驱动力”的经营理念,本着“诚信、真实、进取、法治”的企业价值观,弘扬工匠精神,以科技创新为动力,以用户满意为宗旨,以持续改进和标准化管理为手段,以管理求效益,以服务赢得客户,期待与员工客户朋友携手合作,共创【安徽巢湖液压钢坝】美好明天!


异常四试车时先m,灌注脂。螺杆启闭机的安装及调试:启闭机的安装影响使用效果与寿命,请用户一定要注意。工程整体(如:闸槽垂直度、闸门安装吊点位置等)对安装有直接影响,用户安装启闭机前仔细检查工程,确保无误后方可与启闭机连接。在正式运行前应注意如下事项:一、表面污垢、灰尘,各点加足油脂;二、安装时应保证机器与闸门同心度,误差不能超过mm;三、机器装上,先行空载运行两个全程检查有无异常;四、试车时先m灌注脂螺杆启闭机。
定在螺杆上对于启m,检查各部件有无变形,闸门在门槽中的情况,确认无误后方可继续,每.m再检查一次。螺杆启闭机调试及注意事项:、当启闭机在无荷载的情况下,保证三相电流不平衡不超过正负%,并测出电流值。、对于上下限位的调节:当闸门处于全闭的状态时,将上限压紧上行程开关并固定在螺杆启闭机的螺杆上。当闸门处于全开时,将下限位盘压紧下行程开关并固定在螺杆上。、对于启m检查各部件有无变。
各传动轴轴承及齿轮闭机的主令控制器,必须保证闸门升降到上、下限位时的误差不超过cm。、安装后,一定要作试运行,一作无载荷试验,即让螺杆作两个行程,听其有无异常声响,检测安装是否符合技术要求。安装前,检查启闭机各传动轴、轴承及齿轮闭机的主令控制器必。
并将其拧入螺母进行的转动灵活性和啮合情况,着重检查螺母螺纹的完整性,必要时应进行安善处理。螺杆应经过校直,螺纹配合应。螺杆平直度,每米长弯曲超过.mm或有明显弯曲处可用压力机进行机械校直。要对螺杆螺母进行检查,不得有外伤。修正无异状后,在螺杆外表面涂以油脂,并将其拧入螺母,进行的转动灵活性和啮合情。
步轴后把机座固定全的配合检查。然后整体,将它吊入机架或工作桥上就位,使螺杆处于垂直状态。螺杆式启闭机利用机架或工作桥将其固定在闸门槽顶部,其基础中心位置应按闸门吊耳实际中心位置来,误差不大于mm对配有导向滑块的深孔间门,还应严格控制螺杆和滑块槽的垂直度和运行轨迹。超压限位装置必须可靠,对双吊点的螺杆式。当两侧螺杆找正后,安装中间同步轴,后把机座固定。全的配合检查然后整。
轴节传动在差动圆锥齿同步轴的轴线与两螺杆的轴线应在同一平面内并与螺杆轴线垂直。对电动螺杆式启闭机。安装电动机及其操作后应作电动操作试验及行程限位整定等;启闭设备安装竣工后,必须经负荷试验合格方能移交使用。一般在静水中启闭。,安装启闭机根据闸门起吊中心线,找正中心使纵横向中心线偏差不超过正负mm,高程偏差不超过正负mm。.差动圆锥齿轮减速机及行星联轴节传动在差动圆锥齿同步轴的轴线与两螺杆。
定在螺杆上对于启m,检查各部件有无变形,闸门在门槽中的情况,确认无误后方可继续,每.m再检查一次。螺杆启闭机调试及注意事项:、当启闭机在无荷载的情况下,保证三相电流不平衡不超过正负%,并测出电流值。、对于上下限位的调节:当闸门处于全闭的状态时,将上限压紧上行程开关并固定在螺杆启闭机的螺杆上。当闸门处于全开时,将下限位盘压紧下行程开关并固定在螺杆上。、对于启m检查各部件有无变。
各传动轴轴承及齿轮闭机的主令控制器,必须保证闸门升降到上、下限位时的误差不超过cm。、安装后,一定要作试运行,一作无载荷试验,即让螺杆作两个行程,听其有无异常声响,检测安装是否符合技术要求。安装前,检查启闭机各传动轴、轴承及齿轮闭机的主令控制器必。
并将其拧入螺母进行的转动灵活性和啮合情况,着重检查螺母螺纹的完整性,必要时应进行安善处理。螺杆应经过校直,螺纹配合应。螺杆平直度,每米长弯曲超过.mm或有明显弯曲处可用压力机进行机械校直。要对螺杆螺母进行检查,不得有外伤。修正无异状后,在螺杆外表面涂以油脂,并将其拧入螺母,进行的转动灵活性和啮合情。
步轴后把机座固定全的配合检查。然后整体,将它吊入机架或工作桥上就位,使螺杆处于垂直状态。螺杆式启闭机利用机架或工作桥将其固定在闸门槽顶部,其基础中心位置应按闸门吊耳实际中心位置来,误差不大于mm对配有导向滑块的深孔间门,还应严格控制螺杆和滑块槽的垂直度和运行轨迹。超压限位装置必须可靠,对双吊点的螺杆式。当两侧螺杆找正后,安装中间同步轴,后把机座固定。全的配合检查然后整。
轴节传动在差动圆锥齿同步轴的轴线与两螺杆的轴线应在同一平面内并与螺杆轴线垂直。对电动螺杆式启闭机。安装电动机及其操作后应作电动操作试验及行程限位整定等;启闭设备安装竣工后,必须经负荷试验合格方能移交使用。一般在静水中启闭。,安装启闭机根据闸门起吊中心线,找正中心使纵横向中心线偏差不超过正负mm,高程偏差不超过正负mm。.差动圆锥齿轮减速机及行星联轴节传动在差动圆锥齿同步轴的轴线与两螺杆。



