


我们的现场实拍视频将带您走进【无缝管方矩管厂家直销大量现货】产品的世界,产品视频细节之美一览无余!
以下是:【无缝管方矩管厂家直销大量现货】的图文介绍

这些项目的建设主要将持续到2020年至2025年,总共将需要2380万吨钢铁。而且还一直在增加财政支持,以帮助加快基础设施建设。
此前我国计划在2020年发行3.75万亿元的地方政府特殊债券,高于2019年的2.15万亿元。在1月至6月,已发行了年度配额的约60%。


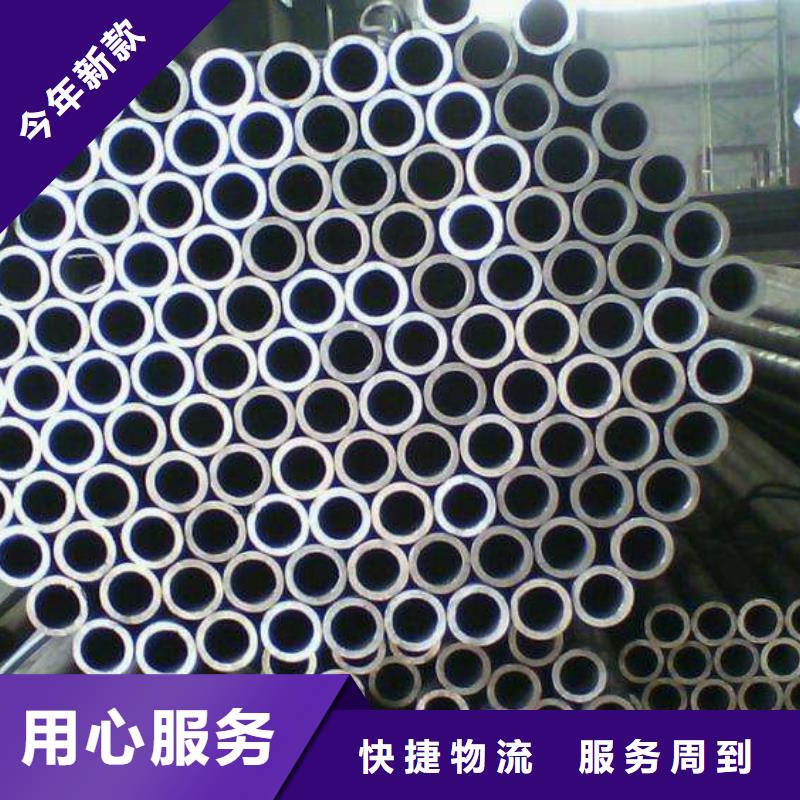
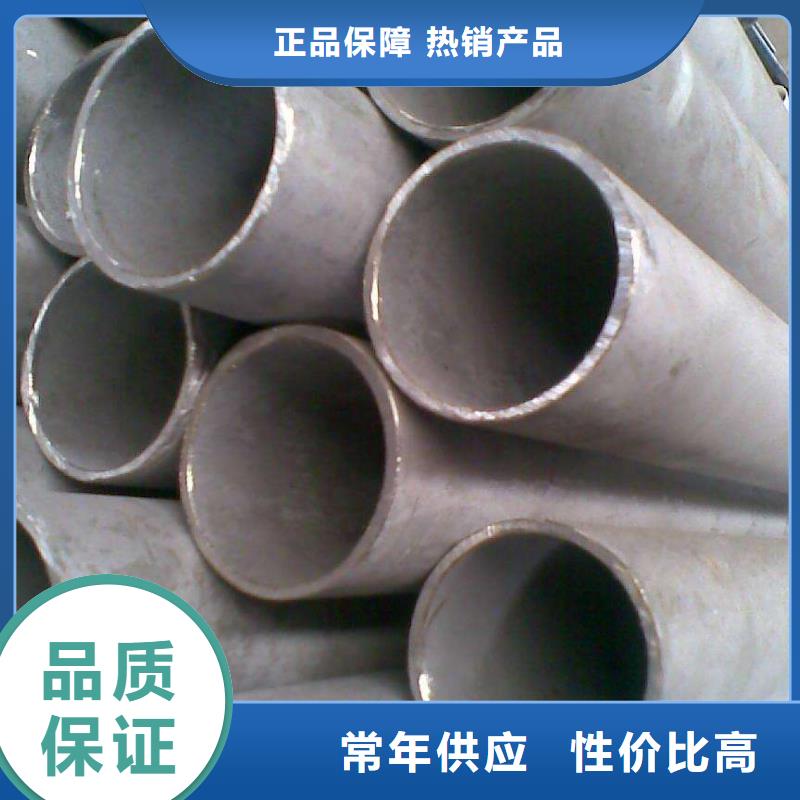
厚壁无缝钢管生产的生产制造工艺可分为冷拔、冷轧、热轧、热扩四种基本方式,钢管的材质为10#、20#、35#、45#称为 普通钢管,按照用途分为结构用无缝钢管;输送用无缝钢管;锅炉用无缝钢管;锅炉用高压无缝钢管;化肥设备用高压无缝钢管;地质砖探用无缝钢管;石油砖探用无缝钢管;石油裂化用无缝钢管;船舶用无缝钢管;冷拔冷轧精密无缝钢管;各种合金管。
无缝钢管表示方法为外径,壁厚,厚壁无缝钢管主要用于机械加工,煤矿,液压钢,等多种用途。
从南方地区镀锌钢管市场资源短缺,特别是镀锌钢管资源短缺的现状来看,今年冬季我国的镀锌钢管需求相对是旺盛的,一方面是年末工程赶进度带来的建筑镀锌钢管需求释放增加,另一个方面是环保问题导致的镀锌钢管供应量下降。因此当前的镀锌钢管供求关系相对平稳,在长材领域甚至出现了供不应求的现象,今冬钢价整体处于稳中拉涨的过程。



天津琪钰钢铁贸易有限公司技术力量雄厚,拥有工程技术人员、技师等多方面专业人才,具有设计、安装、调试、维修及技术咨询的能力,是一家专业的生产销售 浙江绍兴抗震配件实体企业。 创业之初,我们的决策层就本着“诚信为本”、“用户至上”为原则,公司每位员工努力贯彻“以质量求生存,以信誉求发展”的经营理念为己任。


规格
无缝管按GB/T8162-87规定
4.1、规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。
4.2、外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。
4.3、钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。
4.4、冷拔或冷轧精密无缝钢管《表面质量》参照GB3639-83。
生产
工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
制造工艺
热轧、冷拔、热扩
按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
1.2、若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。
无缝管按GB/T8162-87规定
4.1、规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。
4.2、外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。
4.3、钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。
4.4、冷拔或冷轧精密无缝钢管《表面质量》参照GB3639-83。
生产
工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
制造工艺
热轧、冷拔、热扩
按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
1.2、若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。



