


多年来,在全体员工的共同努力下,公司奠定了卓越的誉。但我们不敢有丝毫懈怠,将继续秉持“追求卓越,永续经营”的经营理念,立足市场,挑战自我,服务客户。公司诚邀国内、外客商莅临参观指导并共同参与不锈钢及相关产品的发展事业。公司愿与世界同行们真诚合作,共创发展大业!


制作标准:
采用ISO、GB、DIN、3A、IDF等进行制造,工业管件标准:GB(国标),JIS(日标),DIN(德标),ASTM/ASME(美标).等标准.
GB是强制性标准, GB/T是性标准, ("T"是的意思).卫生级管件标准: DIN(德标),SMS,
ISO(国际标准),IDF(国际乳联),3A, RJT, DS, BS, BPE等标准
工业管件标准:GB(国标),JIS(日标),DIN(德标),ASTM/ASME(美标).等标准. GB是强制性标准, GB/T是性标准, ("T"是的意思). 标准编号:GB/T 12459-2005
标准名称:钢制对焊无缝管件 标准 GB12459 钢制对焊无缝管件 GB/T13401 钢板制对焊管件 GB/T14383 锻钢制承插焊管件 GB/T14626 锻钢制螺纹管件 GB9112-9131 钢制管法兰、法兰盖及法兰用垫片
中石化标准: SH3408钢制对焊无缝管件, SH3409锻钢制承插焊管件SH3410钢板制对焊管件, SH3406石油化工钢制管法兰.
化工部标准: HGJ514碳钢、低合金钢无缝对焊管件, HGJ528钢制有缝对焊管件, HGJ10锻钢制承插焊管件, HGJ529锻钢制承插焊、SH3406石油化工钢制管法兰,螺纹和对焊接管 台, HGJ-44-76-91钢制管法兰、垫片、紧固件HG20592-20635钢制管法兰、垫片、紧固件.
中石油标准: SY/T0510-1998钢制对焊管件, SY5257-91钢制弯管电力标准, GD87-1101火电发电厂汽水管道零件及部件典型设计手册, DL/T515电站弯管.
美国标准: ASME/ANSIB16.9工厂制造的锻钢对焊管件, ASME/ANSIB16.11承插焊和螺纹锻造管件, ASME/ANSIB16.28钢制对焊小半径弯头和回头弯, ASMEB16.5管法兰和法兰配件 , MSSSP-43锻制不锈钢对焊管件, MSSSP-83承插焊和螺纹活接头, MSSSP-97承插焊、螺纹和对焊端的整体加强式管座.
日本标准: JISB2311通用钢制对焊管件, JISB2312钢制对焊管件, JISB2313钢板制对焊管件, JISB2316钢制承插焊管件. 材质标准:有304、316L、321、304L、316。
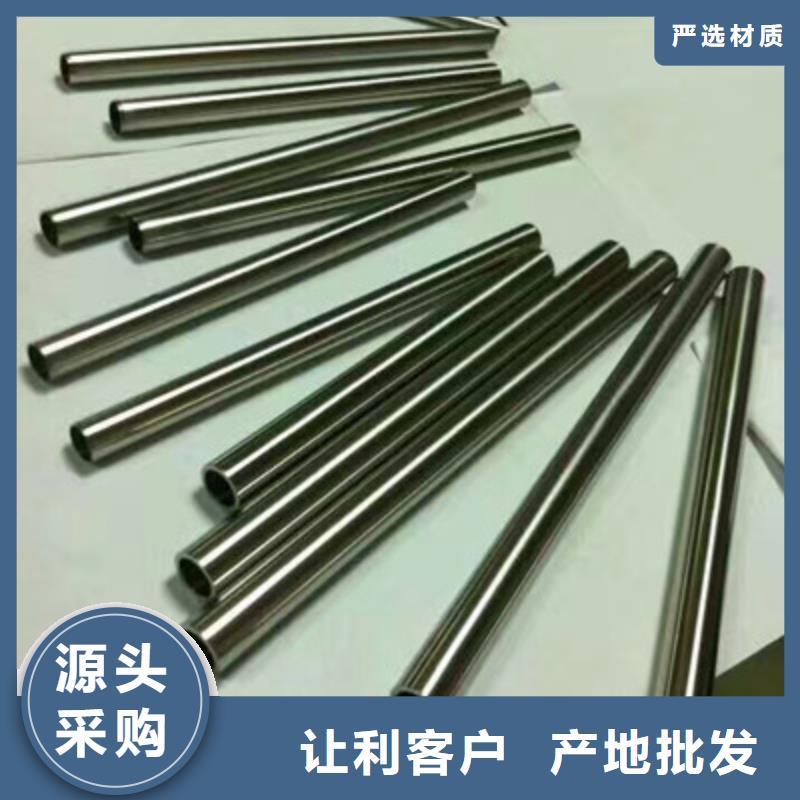
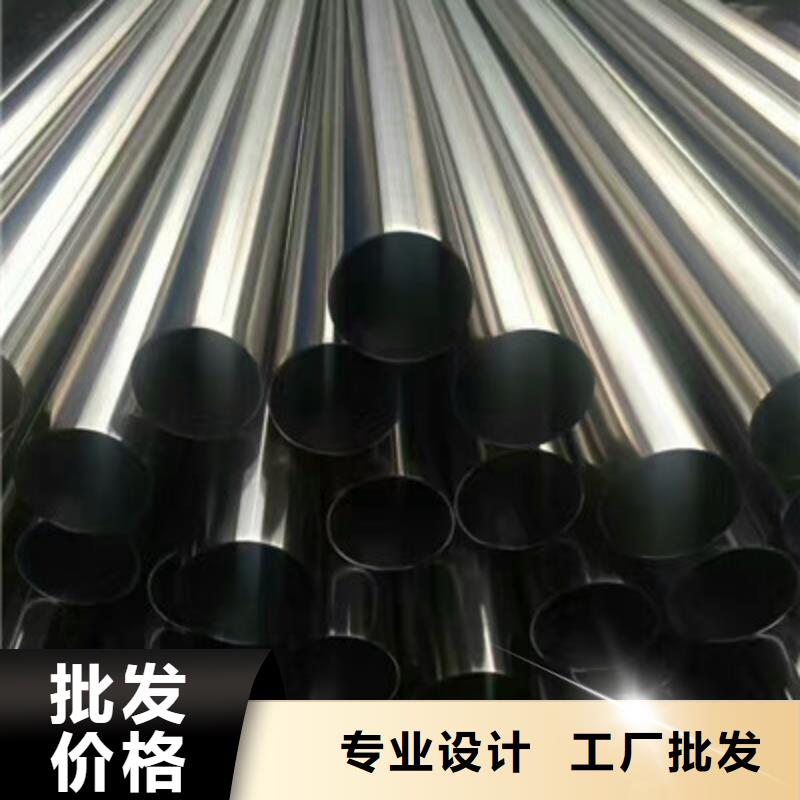
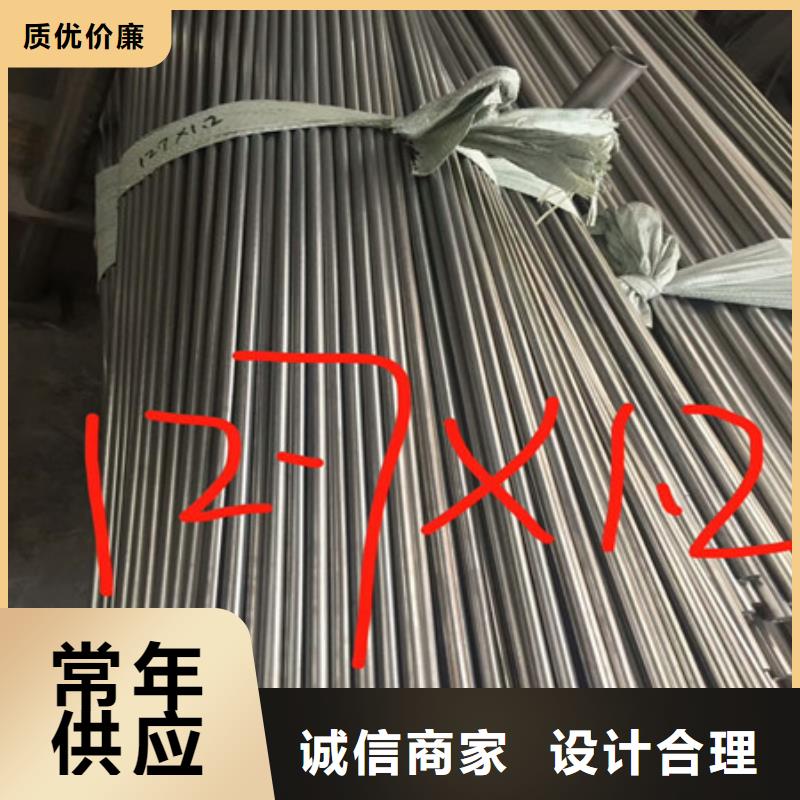
规格标准:为Φ19.1-159长度定尺为4m、6m 光洁度标准:内外镜面光洁度Ra≤0.8μmm,内壁机械抛光与电抛光Ra≤0.2μmm,外表面抛亮光或亚光。



华源钢业有限公司是 江苏无锡310S不锈钢管协会会员单位。本公司专业从事 江苏无锡310S不锈钢管的开发,生产和销售服务于一体的高新技术企业 ,公司生产设备齐全,生产工艺先进,拥有一套完善、精密、可靠的检验设备, 江苏无锡310S不锈钢管产品采用国标组织生产,严把原材料进厂检验关,对产品实行送检、抽检、巡检“三检”相结合,产品质量稳定可靠,并经技术监督局采标验收可放心采购。


| 不锈钢管件及法兰生产企业,要考虑到管件生产成本,但更要考虑到防止腐蚀和提高产品质量的因素,因此,不锈钢管件法兰生产过程采取固溶工艺,增强管件性是十分必要的,热处理工艺对管件品质和起着至关重要的作用。据了解有少数企业在管件生产中为节约成本,没有采取固溶处理,仅用抛光喷砂等方法处理,掩盖了管件的缺陷和不足,这将给管件使用带来的隐患。奥氏体不锈钢通过热处理来软化,将不锈钢加热到950~1150℃左右,保温一定时间,使碳化物和各种合金元素均匀地溶解于奥氏体中,称之为固溶处理。 不锈钢管件热处理的作用 不锈钢管件经过成型、焊接等工艺加工后,金属分子结构、磁性和物理性能发生了变化。通过气氛保护固溶工艺能够恢复在加工后受到影响的抗腐蚀能力,同时得到不锈钢需要的硬度,保证不锈钢使用性能。经过固溶处理后的不锈钢管件,具有良好的改善作用: 1、不锈钢管件在加工过程中的改性现象,使不锈钢硬度还原到220HV以下,提高不锈钢的塑性和韧性,使管件在安装中更加方便和。 2、恢复不锈钢管件生产过程的应力和晶间变化,降低不锈钢晶间腐蚀和应力腐蚀,增强防蚀能力。 3、去除不锈钢由于加工过程产生的磁性,稳定奥氏体组织。 4、还原不锈钢材料表面的自然光亮(自然光亮与抛光的亮不同)。 不锈钢是一种特殊的钢种,由于镍、铬等合金化元素的存在,其热处理与普通钢热处理有不同的特点: 1、不锈钢的导热系数较低,在常温时导热系数仅为碳钢的27%,并随加热温度的提高,不锈钢的导热特性,差别逐渐减少。因此,不锈钢在低温加热时,升温过程应缓慢进行。 2、奥氏体不锈钢通过固溶加热到1100℃左右后,能抑制碳化物的产生,然后快速冷却至室温,使碳达到过饱和状态,可大幅度提高不锈钢耐腐蚀性能。 3、管件在固溶过程中采用(氢气)气体保护,避免不锈钢表面的粘性氧化铁生成,还原不锈钢表面的光亮,提高外观的美誉度。 不锈钢管件固溶的3个要素 不锈钢管件固溶工艺的优劣对不锈钢的耐蚀性、外观亮度有很大影响,而且对不锈钢的加工性能,起着决定性的作用。因此,不锈钢的热处理工艺,在不锈钢管件生产中处于十分重要的地位。 1、固溶温度。根据不锈钢化学成分的特点,不锈钢固溶温度要950—1150摄氏度,才能达到软化效果,使不锈钢硬度还原到220HV以内,达到管道安装卡压质量要求。如果温度控制不合理,容易出现各种质量缺陷。 2、固溶时间。奥氏体不锈钢在加热过程中,钢中残余铁素体含量随加热时间的延长而减少。因此,不锈钢管件固溶处理应控制在1050℃左右,使碳达到饱和状态,提高耐蚀性。然后在空气中快速冷却,以达到固溶效果。 3、固溶速度与保温。不锈钢的导热系数较低,在常温时导热系数仅为碳钢的27%,因此,不锈钢在低温加热时升温过程应缓慢进行。如果加热速度过快,容易产生变形,在固溶中应控制不锈钢升温速度,并注意保温时间。如316L钢在1100℃左右,保温时间长,残余铁素体的含量会不断减少。 我们在固溶生产中,不锈钢管件固溶要经过加温--保温--时间冷却的过程,全程需要40分钟左右。 |



