

简约而不简单,我们的DN300给水球墨铸铁管,报价产品视频将用直观的方式展示产品的核心价值。
以下是:DN300给水球墨铸铁管,报价的图文介绍

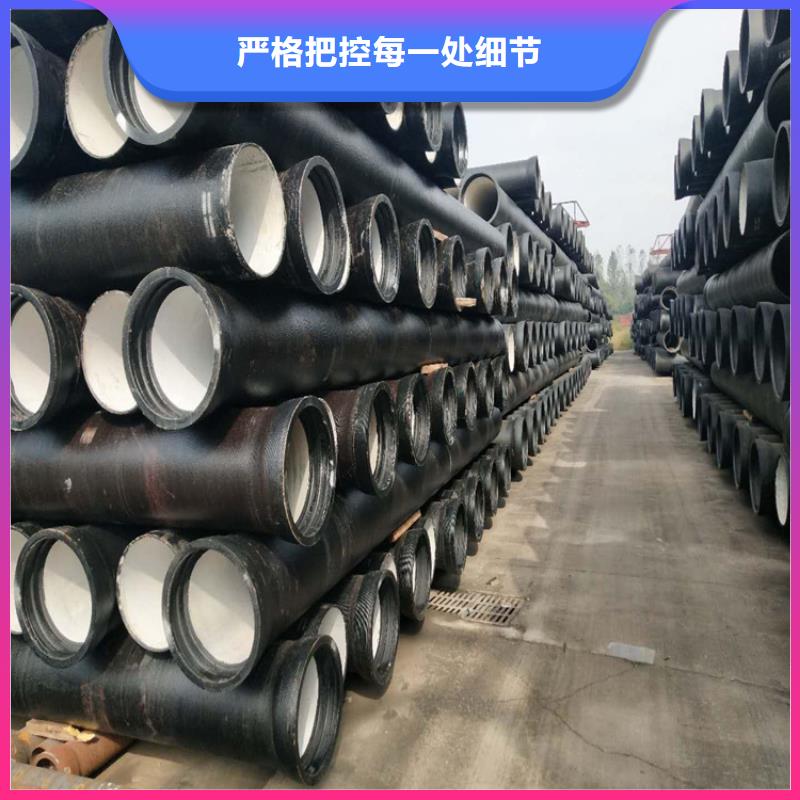
本公司坐落于经济技术开发区钢管城,公司是集研发、制造、销售、服务于一体的大型综合性公司,拥有雄厚的技术力量和先进的生产设备以及科学的管理体制,公司主营产品 河南周口五防带锁圆井,产品以良好的性能,精良的品质得到了广大客户的认可。 公司具有先进的质量保证体系和科学的检测手段,生产设备先进精良,产品性能达到标准。公司建立完善的质量保证体系,对产品实行严格的质量控制,确保产品达到质量标准,充分满足广大顾客需求。


华尔网规范管模使用制度,减少球墨铸铁管的气孔和针孔发生。 针对管模内壁打点偏稀的问题,要求打点工在进行管模维修打点时,降低管模打点机打点杆的进给速度,使打出的麻点稠密、均匀;对于管模内壁打点过浅,要求在进行管模维修打点时,提高风压(0.7-0.75MPa),磨好打点头,保证麻点深度适宜。 对于内表面有油脂和杂物的球墨铸铁管管模,特别是新使用的管模,使用前,必须管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。 离心球墨铸铁管质量缺陷主要有:重皮、气孔与针孔、夹渣夹杂、渗漏、水压打爆等。 重皮、气孔与针孔和夹渣夹杂质量缺陷总共占百分之七十多,可见上述三种质量缺陷是导致球墨铸铁管综合合格率低的主要原因。 华尔网对离心机生产情况进行检查发现,在使用过的管模中,有些新使用的管模内壁粘附油脂和杂物不到位,有些旧管模存在龟裂纹,内壁打点稀、浅。根据生产工艺的要求,新使用的管模必须干净内壁的粘附油脂和杂物,管模内壁的打点要均匀、深度不超过0.3至0.5mm。 生产工艺要求铁水在感应电炉内高温时间不得超过30分钟,DN100—1000mm管子的浇注温度为1380—1500℃。对铁水质量调查发现,铁水在感应电炉内高温时间过长,超过30min,浇注温度也有时偏高,有时偏低,不符合生产工艺要求。另外,流槽与管模间距离过大、流槽出铁口弯头形状不当、流槽出铁口距承口位置较远以及翻包量过大、管模转速过高也是导致拉管质量缺陷产生的重要原因。



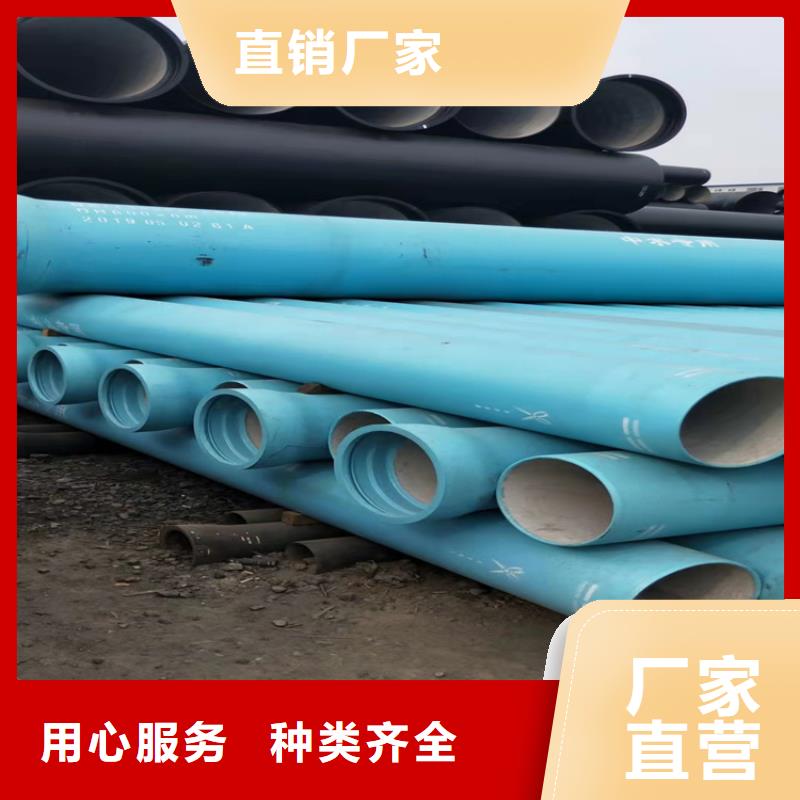
华尔网球铁管表面应干燥、无灰尘、无任何附着不牢的颗粒或外来物质,如油或脂。 由生产厂决定,在球墨铸铁管已氧化的外表面还是在喷砂处理或磨削后的表面喷涂或刷涂富锌凃料。 将富锌涂料喷涂或刷涂在球墨铸铁管外表面上。 富锌涂料涂层应覆盖球墨铸铁管的外表面,无裸露及附着不牢等缺陷。 只要富锌涂料涂层的质量要求,允许出现螺旋形外观。 华尔网由于操作造成的富锌涂料涂层损伤,只要每平方米面积中累计损伤区域面积不超过5cm2及单个损伤区域较小的一边尺寸不超过5mm,可认为该涂层质量合格。 较大面积损伤应进行修补。 富锌涂料涂层质量的平均值不应小于150g/m2,局部小值不应小于130g/m2。 生产者应目视检查每根管涂层的状况及其均匀性,并应对涂层质量进行定期测量。 未涂覆到的区域,如被试片遮盖过的区域及涂层损伤程度超过允许范围的区域均应按喷涂或刷涂方法予以修补。


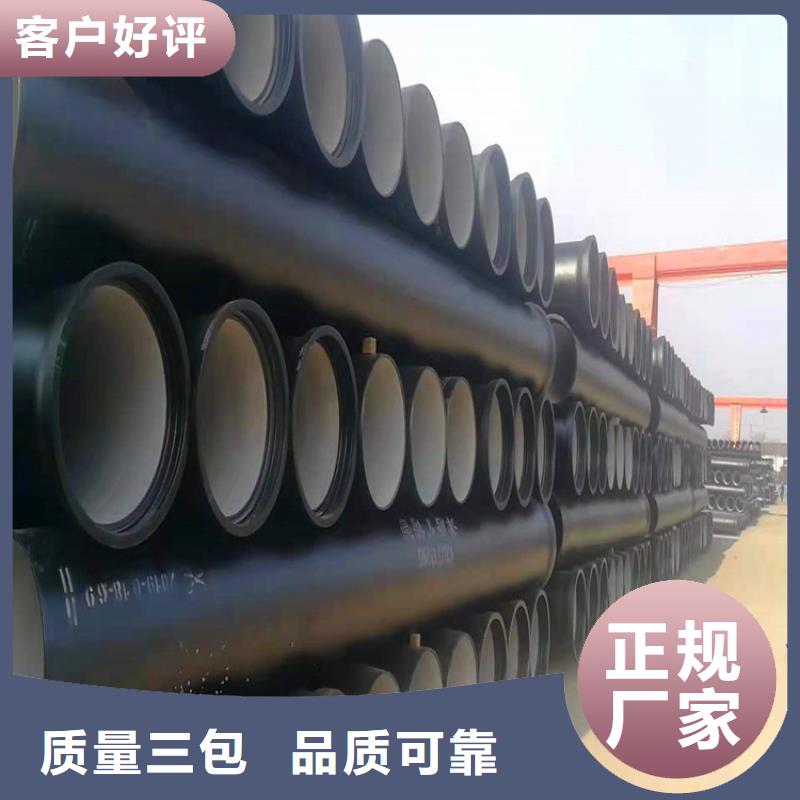
华尔网根据球墨铸铁管的性能总结了一些选择标准 1、首先要选择正规厂家的球墨铸铁管产品。其中以山西的球墨铸铁管的质量优良、价格低闻名于中国铸铁业。 2、对球墨铸铁管材的选择应根据施工地的具体情况,选择直管与配件相应的接口形式。 2 橡胶圈选用三元乙丙橡胶圈等。 3 涂层的选择:根据使用时的内、外部条件选择适和的涂层。现有内涂层为环氧树脂、聚氨酯内外涂层、PE 膜涂层等球墨铸铁管新产品,选用时应详细了解其性能。唯有这样才能够在选用的时候,立于不败之地。选用的时候,谨记球墨铸铁管厂家给出的建议。 华尔网球墨铸铁管的选用,对于购买方来说是非常重要的,因为球墨铸铁管现在广泛用于供水供水,如果购买了质量很差的球墨铸铁管的话,不仅影响了工程进度,如果发生了严重后果还会触犯法律,承担相应的法律责任。所以先简单介绍关于球墨铸铁管行的性能,再根据具体的实际情况来给出合理的建议。 球墨铸铁管性能:球墨铸铁管是铸铁管类中的一个重要分类,球墨铸铁管是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状游离石墨的形式存在,所以球墨铸铁中,球状石墨了这种破坏作用,使之坚韧。一般石墨的大小为6-7级,质量上要求铸管的球化等级控制到1-3级(球化率≥80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质,钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体质,机械性能得到了很大的提高。 知道了球墨铸铁管的这些性能,这样才能够提高球墨铸铁管产品的质量,才能促进社会的发展。

