



想要探索合肥桥梁防撞护栏价格资讯的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:合肥桥梁防撞护栏价格资讯的图文介绍
宏达友源金属制品有限公司座落于江西南昌的 江西南昌道路隔离护栏厂家、景观灯光护栏厂家、桥梁防撞栏杆厂家、复合管防撞栏杆厂家生产基地,拥有“ 江西南昌道路隔离护栏厂家、景观灯光护栏厂家、桥梁防撞栏杆厂家、复合管防撞栏杆厂家之乡”美誉。主要生产 江西南昌道路隔离护栏厂家、景观灯光护栏厂家、桥梁防撞栏杆厂家、复合管防撞栏杆厂家等产品。我公司成立迄今,正是由于各界朋友们对于我们的持续支持与关怀,及本公司全体同仁辛勤的耕耘与付出,使公司持续发展与茁壮成长。展望未来,我公司人怀着感恩之心,来回馈社会,服务顾客。


不锈钢桥梁防撞护栏是不锈钢产品中使用量比较大的一种类型,对于不锈钢桥梁防撞护栏由于它的物理和化学性能都是比较稳定的,一般的话是不与任何的金属和非金属发生化学反应的,所以的话是不会生锈的。如果说您购买和使用不锈钢桥梁防撞护栏的话发现生锈就是说明产品的质量有问题,应该予以进行退火,为什么这么说呢?我们可以通过以下的几种情况进行相关的分析:不锈钢桥梁防撞护栏可防止锈蚀,并对金属提供一层锌质的保护膜,具有导电性的金属材质修补增色护理剂;可靠的双重保护,合成金属树脂保护层和阴极保护层,能抵抗恶劣天气,适合金属长期作外层保护;抵抗盐及水的腐蚀效果。强力附着于各类金属及其合金上,可直接喷涂不需底漆,耐高温,不怕烘烤,干燥后涂层可抗高温约为120℃。防烘干温度可达80℃,快干。经济实用,一喷即可防锈。不锈钢防撞护栏防腐功能不仅仅基于锌涂层中锌的含量,而且还受锌层中颗粒的大小影响。锌颗粒越小则涂层密度越高,涂层质量较高时则象一层的高温热镀。这些细小颗粒的作用在于使涂层更加紧密,不仅可以防腐,而且可以成为防止锌成分挥发的小于等于120μm(垂直面上)的涂层。一般使用条件下,在大气中的防腐时间可达三十年以上。



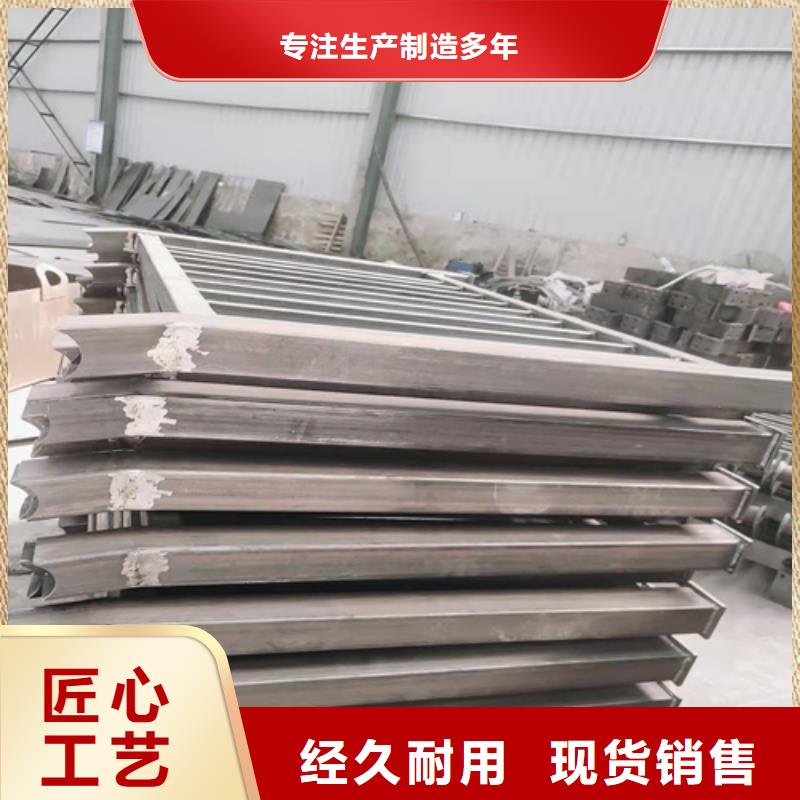
不锈钢复合管桥梁防撞护栏的出现和大量的运用,推进了不锈钢轻工业的历程。不锈钢因为存在的功能和银光闪闪的表面,备受众人的青睐。不锈钢存在优惠的耐蚀性、耐磨性、强韧性和优良的可加工性,外观的精巧性,以及无害性,不锈钢复合管护栏广泛地使用于宇航、陆地、动力等范围道路不锈钢护栏,以及生活费家电、建造装潢、交通车辆的装饰上不锈钢复合管厂家。不锈钢复合管桥梁防撞护栏的表面做作色彩虽可需要快感和干净感,但其雪白色的光泽又会给人以凛冽感和冷淡感的体现。随着对于不锈钢使用范畴的日益扩展,众人对于其表面颜色的请求也在一直进步。海外黑白不锈钢的消费和使用,近20年来已进入低潮,并一直向初级化和多样化的装饰性、学术性位置发展。黑白不锈钢在装饰性资料上的使用,扩展了不锈钢的使用范畴,为不锈钢需要了新的消息,开辟了新的市面。不锈钢复合管防撞护栏设色膜的显色机理不同于铝合金设色膜。不锈钢设色不是用颜料设色构成有色的表面层,而是在不锈钢表面构成无色通明的氧化膜对于光干预的后果,其色泽已证实经久耐用。不锈钢表面所设色泽次要起源于表面膜的化学因素、机构构造、表面光亮度、膜的薄厚和入射光线等要素。一是既保证复合层对齐又减少焊接缺陷,是用坡口机制备坡口不锈钢复合管栏杆,并将内径扩张为等径,坡口两边各剥出1—2毫米复合层,直观地使复合层对齐,用弧焊打底,但焊肉不得超过复合层厚度。再用弧焊焊接复合层与基层夹角部分。目的是用焊肉将基层与复合层间隙覆盖,防止油或锈产生的气体进入下道焊缝熔池中而使焊缝产生气孔缺陷。二是用磨光机制备正常坡口,但人挑选管内径差异不超过0.5毫米的复合管组对,用弧焊打底,但焊肉严禁超过复合层厚度。利用焊接过程的加热,使复合层与基层之间的油或锈产生的气体充分从坡口处的间隙蒸发溢出,过渡层焊肉也不得超过复合层厚度,第三第四道为正常焊接。 采用这两种焊接措施施焊均能保证焊接质量。



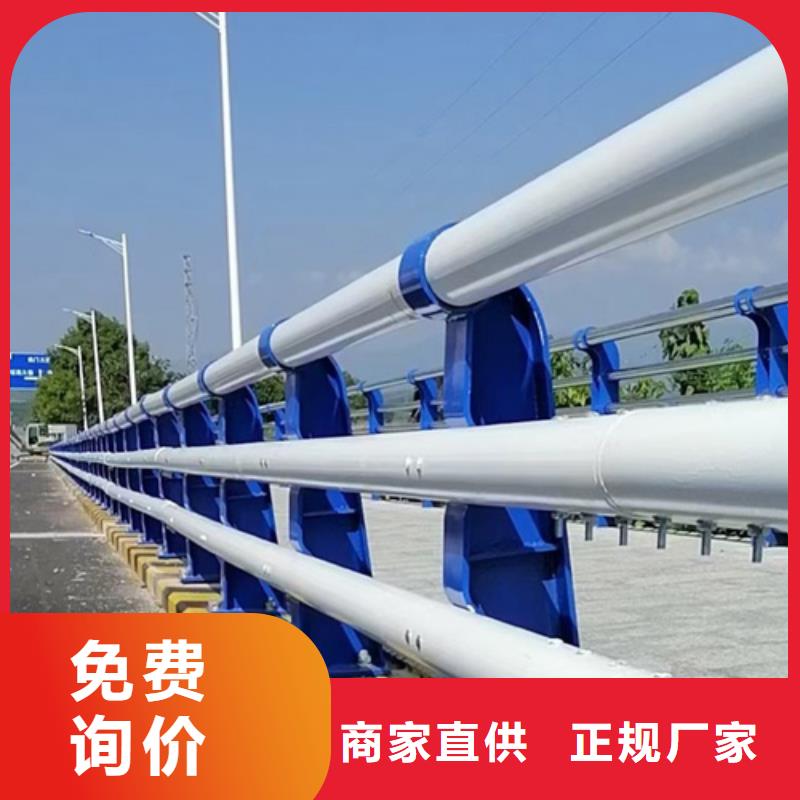
桥梁防撞护栏的等级是如何划分的呢?客户朋友们你们知道吗?下面就由桥梁防撞护栏厂家的技术人员为大家讲解一下,希望能对您有所帮助。桥梁防撞护栏是指设置于桥梁上的护栏,其目的是为了防止失控车辆越出桥外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能,接下来就介绍一下如何划分桥梁护栏的防撞等级。划分桥梁防撞护栏的类型方法很多,除按设置位置划分外,还可按构造特征、防撞性能等划分。按设置位置可分为桥侧护栏、桥梁中央分隔带护栏和人行、车道分界处护栏;按构造特征可分为梁柱式(金属制和混凝土)护栏、钢筋混凝土墙式扩栏和组合式护栏;按防撞性能可分为刚性护栏、半刚性护栏和柔性护栏。


桥梁防撞护栏是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管. (1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 (3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 (5)采用外控或内控辊式成型。 (6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 (7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。 (8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。 (9)采用空气等离子切割机将钢管切成单根。 (10)切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 (11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。 (12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。 (13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。



