

观看我们的产品视频,就像打开了一扇通往玻璃钢夹砂管纤维增强衬塑复合管支持定制加工产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:玻璃钢夹砂管纤维增强衬塑复合管支持定制加工的图文介绍

2) 风管表层浆料厚度以压平玻璃纤维网格布纹理为宜(可见布纹)。管壁表面不允许有密集气孔和漏浆,以避免承受弯曲拉应力(正风压)、弯曲压应力(负风压)时的应力集中。
3) 管体与法兰转角处应有过渡圆弧,过渡圆弧半径应为壁厚的0.8~1.2倍,才能提高悬臂状态法兰承载能力和避免应力集中。要求风管法兰处的玻璃纤维网格布应延伸至风管管体上。
4) 玻璃纤维网格布长度、宽度不够时一定要采取搭接的方法,才能提高搭接处的切向承载能力,从而有效地克服径向拉应力、弯曲接应力和弯曲切应力。玻璃纤维布在接缝处的搭接长度一般为50~100mm;而且每层玻璃纤维布接缝处与相邻层接缝应有一定距离。相邻层之间的纵、横搭接缝距离应大于300mm,同层搭接缝距离不得小于500mm。
3) 管体与法兰转角处应有过渡圆弧,过渡圆弧半径应为壁厚的0.8~1.2倍,才能提高悬臂状态法兰承载能力和避免应力集中。要求风管法兰处的玻璃纤维网格布应延伸至风管管体上。
4) 玻璃纤维网格布长度、宽度不够时一定要采取搭接的方法,才能提高搭接处的切向承载能力,从而有效地克服径向拉应力、弯曲接应力和弯曲切应力。玻璃纤维布在接缝处的搭接长度一般为50~100mm;而且每层玻璃纤维布接缝处与相邻层接缝应有一定距离。相邻层之间的纵、横搭接缝距离应大于300mm,同层搭接缝距离不得小于500mm。


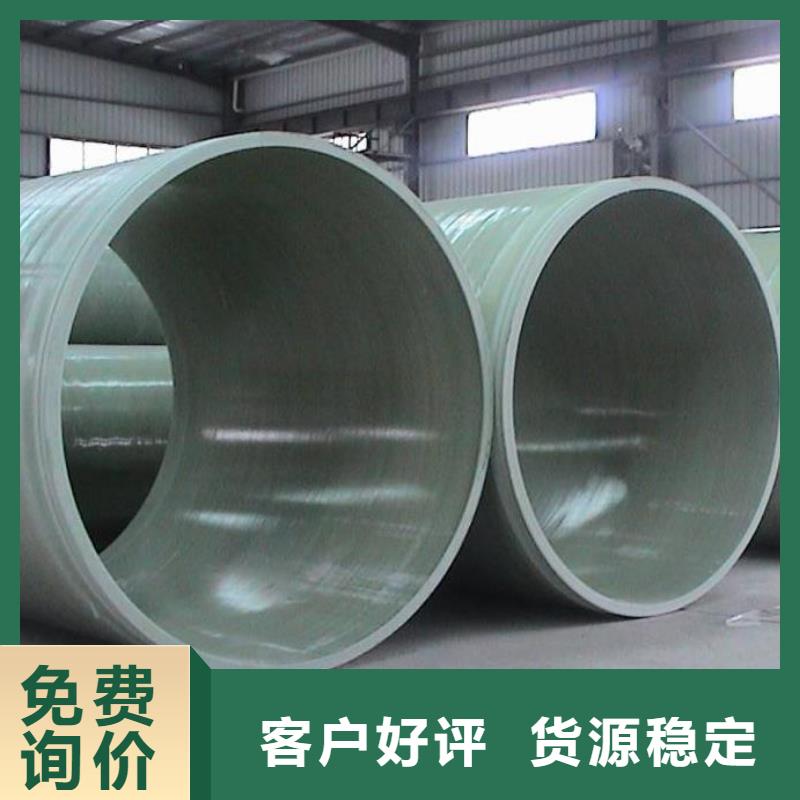
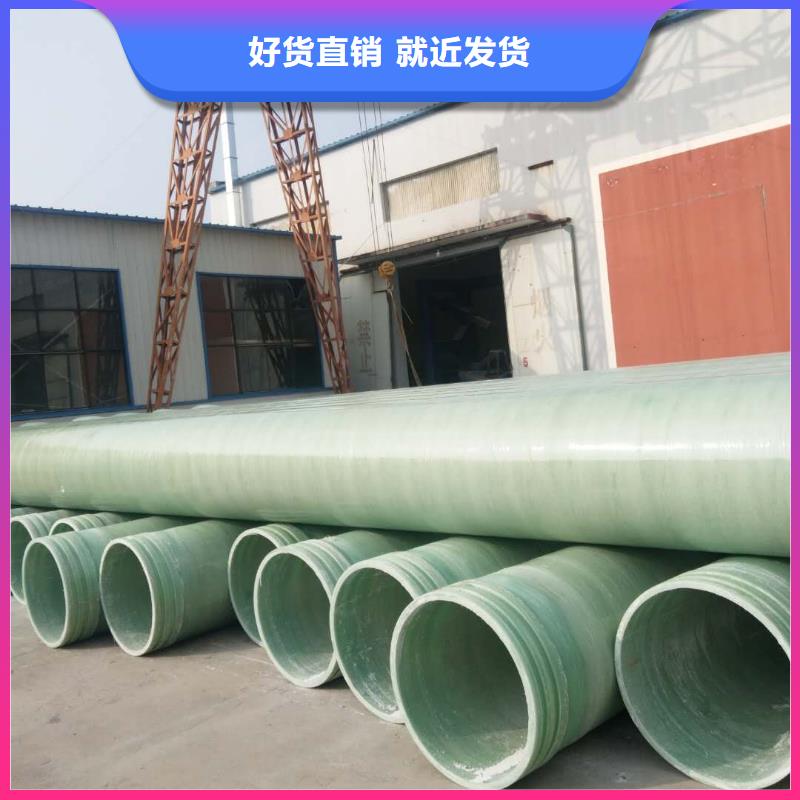
二、玻璃钢管壁的结构说明:
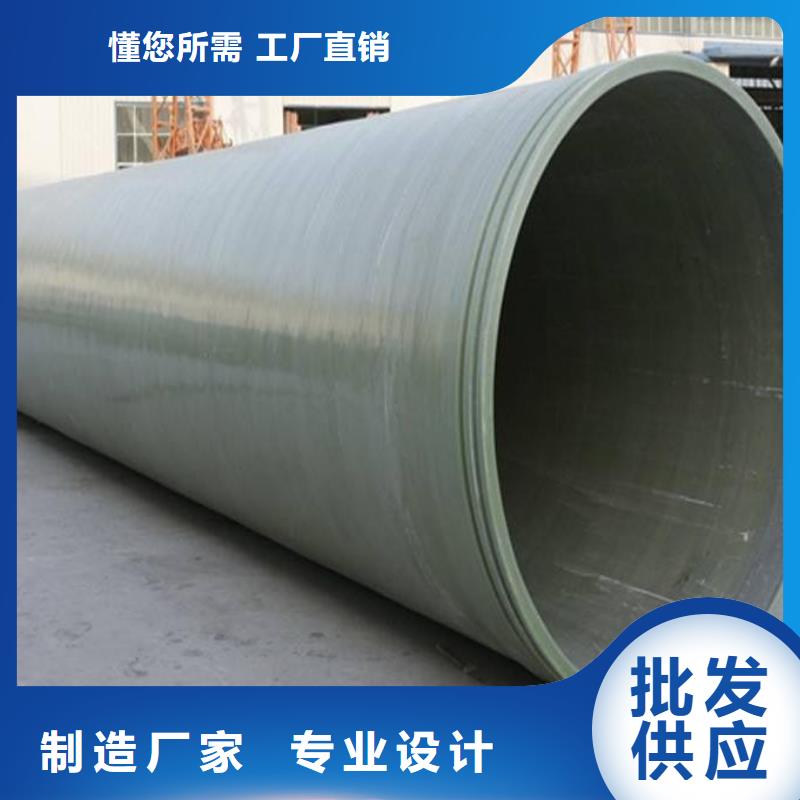
玻璃钢管壁结构从内到外分别为:玻璃钢内衬层、玻璃钢次内衬层、玻璃钢缠绕层、玻璃钢外部保护层。
玻璃钢内衬层、玻璃钢次内衬层起防腐、防渗作用,缠绕层担负起管道的强度和刚度作用,外保护层起抗老化、防腐蚀、抗日晒的作用。
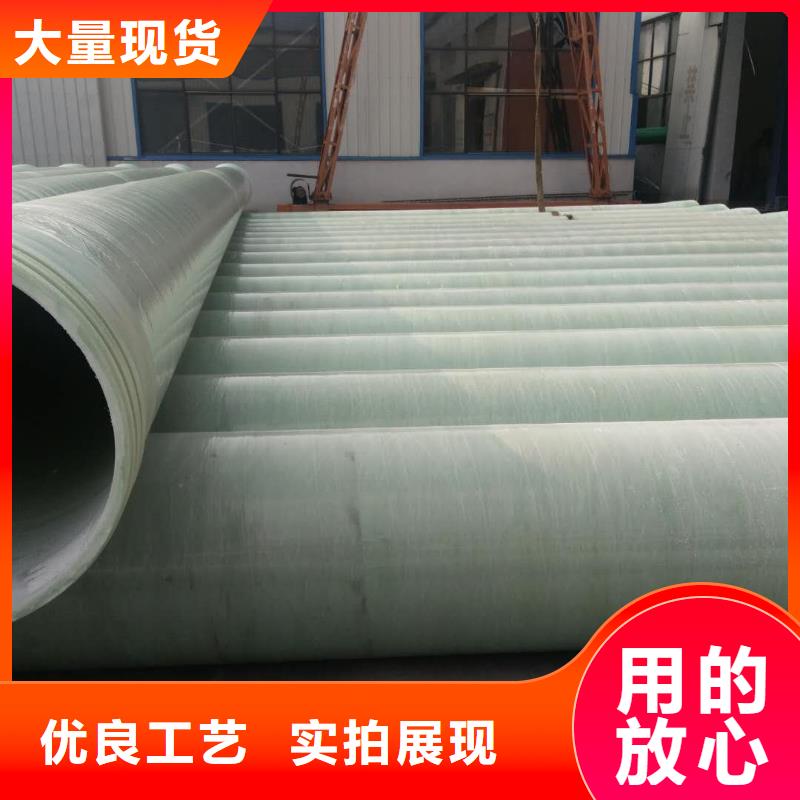
三、玻璃钢管道的制作工艺流程
? 玻璃钢模具准备
? 设备调试、原材料准备
? 玻璃钢管道内衬制作
? 远红外固化站内衬固化
? 玻璃钢管道内衬质量检验
? 玻璃钢管道增强层缠绕
? 远红外管道整体固化
? 玻璃钢管道外观及主要尺寸检验
玻璃钢管壁结构从内到外分别为:玻璃钢内衬层、玻璃钢次内衬层、玻璃钢缠绕层、玻璃钢外部保护层。
玻璃钢内衬层、玻璃钢次内衬层起防腐、防渗作用,缠绕层担负起管道的强度和刚度作用,外保护层起抗老化、防腐蚀、抗日晒的作用。
三、玻璃钢管道的制作工艺流程
? 玻璃钢模具准备
? 设备调试、原材料准备
? 玻璃钢管道内衬制作
? 远红外固化站内衬固化
? 玻璃钢管道内衬质量检验
? 玻璃钢管道增强层缠绕
? 远红外管道整体固化
? 玻璃钢管道外观及主要尺寸检验



冀鳌玻璃钢制品 有限公司以良好的信誉、优质的 内蒙古模压化粪池产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外, 内蒙古模压化粪池产品深得用户依赖。
我公司本着诚实守信的原则,一直深受国内外厂商的信赖和支持。 我们将始终坚持“开拓国际市场,信誉就是效益”的经营理念,凭借一批思想统一、团结拼搏、业务熟练、对客户高度负责的团队力量,与广大客户携手共进,合作双赢,一起迎接明天的辉煌!

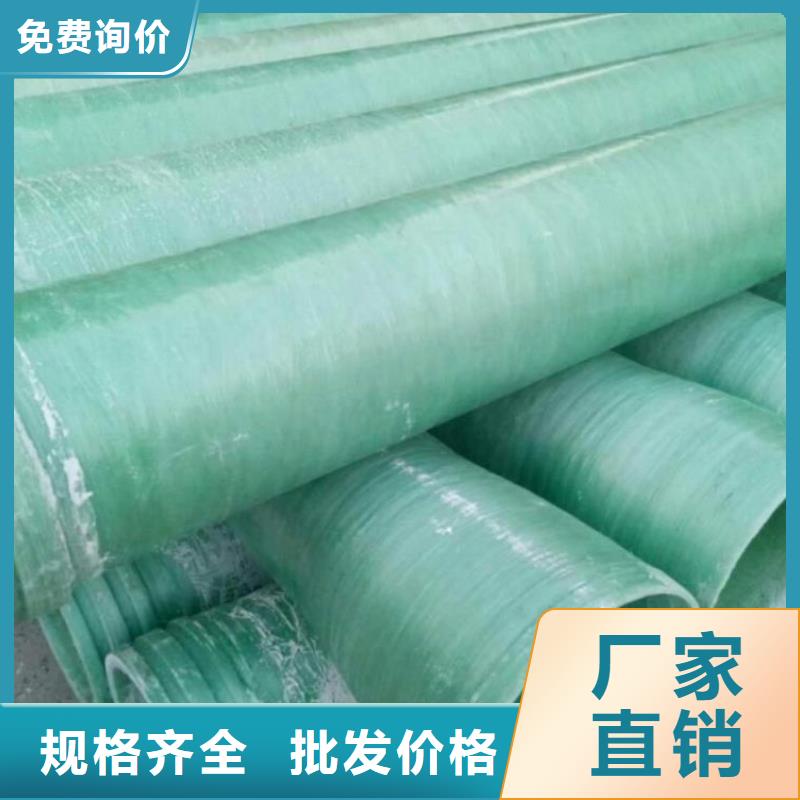
(2)制衬工序
a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量求;
d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;
e、进入内衬远红外深度固化工序。
a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量求;
d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;
e、进入内衬远红外深度固化工序。

