




大口径法兰毛坯生产厂家产品视频展示,生动直观,助您了解产品优势,为购买决策增添信心。
以下是:大口径法兰毛坯生产厂家的图文介绍

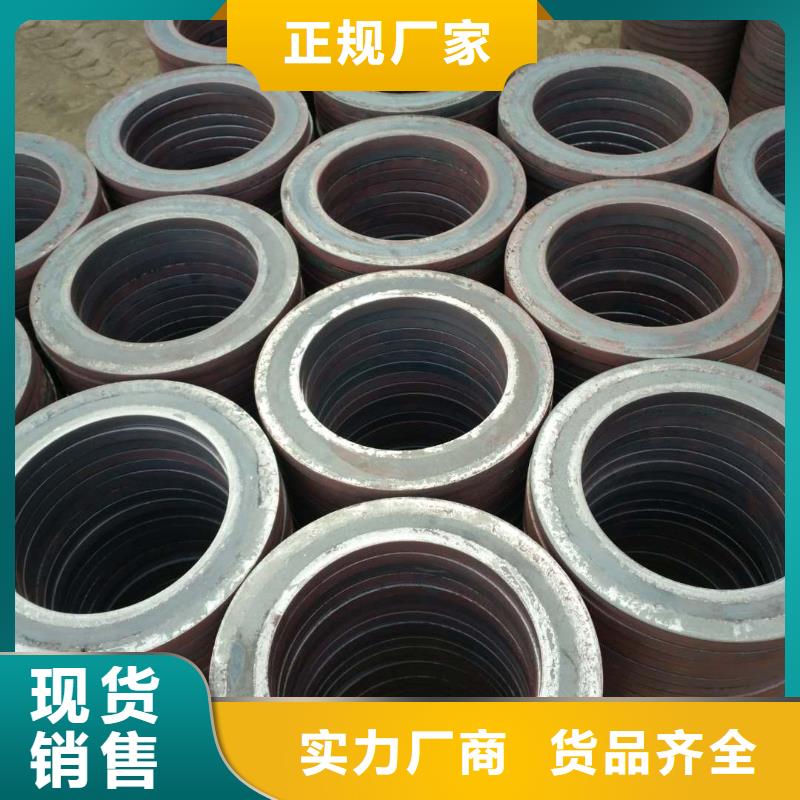
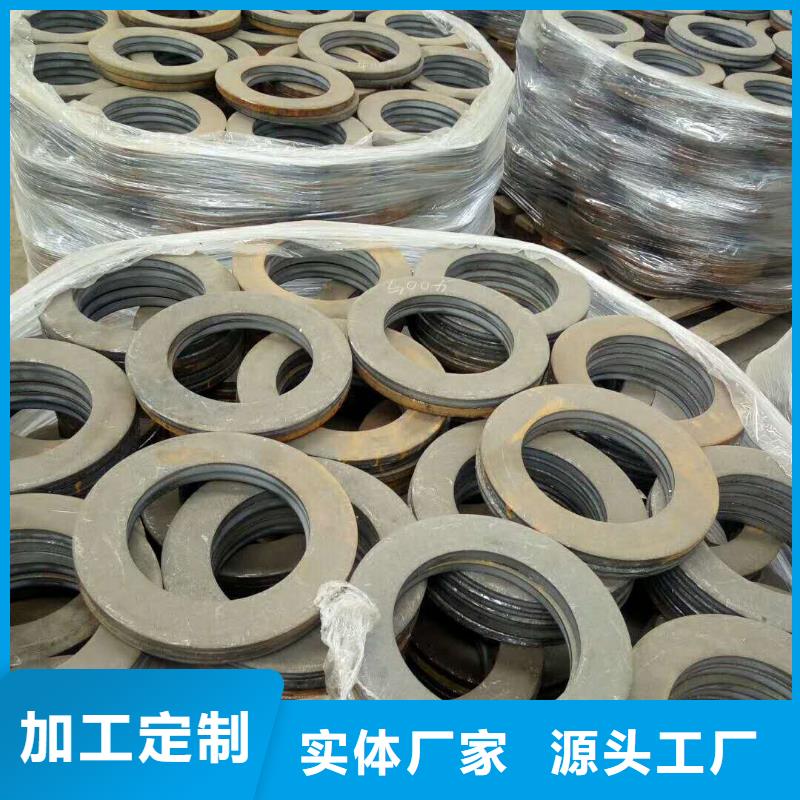
天津异性件厂家
搏远金属制品有限公司


天津异性件厂家的详细介绍
诚信经营现货供应

现公司有大量 天津异性件厂家,将以优惠的价格,批零兼营的方式,为您提供快捷的服务,欢迎新老客户前来洽谈、电议。公司可为用户订做各种特殊规格,材质 天津异性件厂家,交货及时,质量优,量大可以在厂直接发货。搏远金属制品有限公司秉承:“顾客至上,锐意进取”的经营理念,坚持“客户为本”的原则为广大客户提供服务。我公司全体同仁衷心欢迎您到我公司参观指导洽谈业务。



24 激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比 , 激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
(1)激光熔化切割山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“誉、质量、用户”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm²~105 W/cm²之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中,优光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对优焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率,切割速度受到气体射流速度的限制。





搏远金属制品有限公司
搏远金属制品有限公司专业制作 天津异性件厂家等。几年来,凭借着广大客户的支持和信赖,凭借着奋斗目标自身忠诚优质的服务,凭借着“诚信、和谐、、创新的精神,我们取得了长足的发展,成为同行业中的优质供应商。我司是一家集 天津异性件厂家制造﹑销售、售后服务为一体的专业性公司。为了铸就一个永远的品牌,更为赢得客户广泛的信任,我们一直在努力,在管理上抓质量促效益。从市场调查、产品设计、生产工艺、原材料采购计量、产品检验销售到售后服务都坚持以客户为中心的原则,严格完善了质量管理体系;销售的产品在设备上,实现了流水化作业,并配置了先进的检验检测设备;在技术上不断加强与大院校及科研院所的横向科技协作,重视培养科技力量,充分开发新产品。企业本着“以科技为先导,以质量求生存,以管理出效益,以服务求信誉的经营理念。质量与服务远远超越其他一切,是产品永远满足客户的保证,亦是企业苦心孤诣的经营结果,搏远金属制品有限公司衷心希望海内外各界宾朋携手合作,共创辉煌的明天,同收双赢的硕果。

