

想要知道20#研磨管厂家现货充足产品如何?看视频就知道!看视频,选产品更明智!
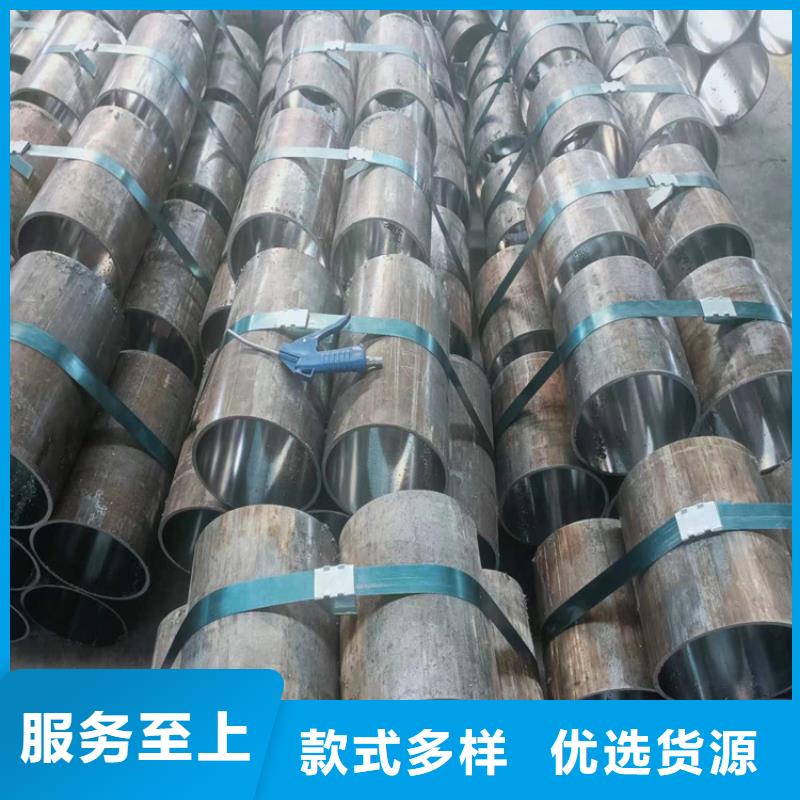
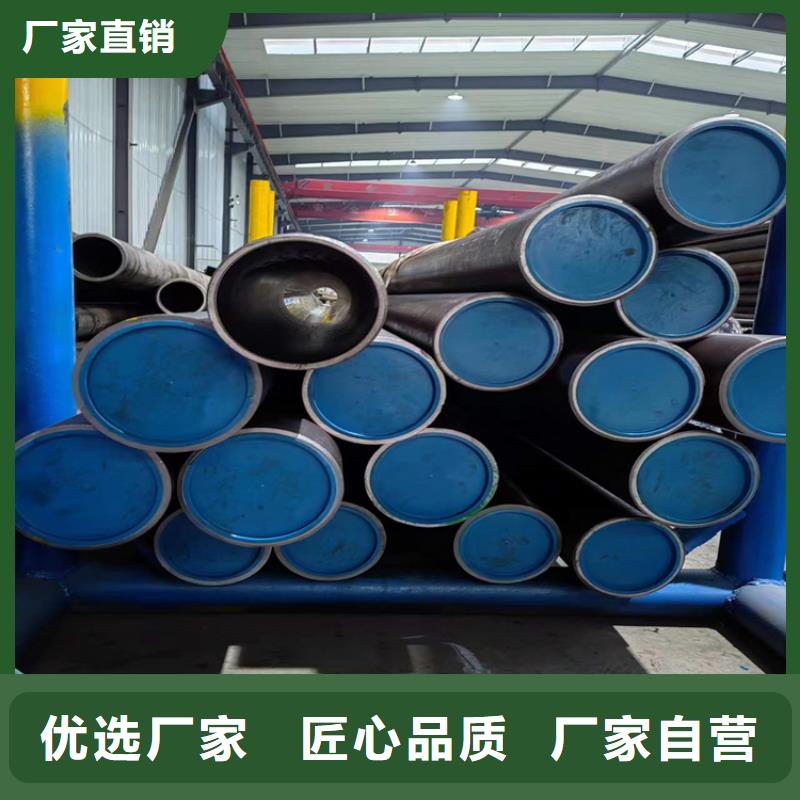
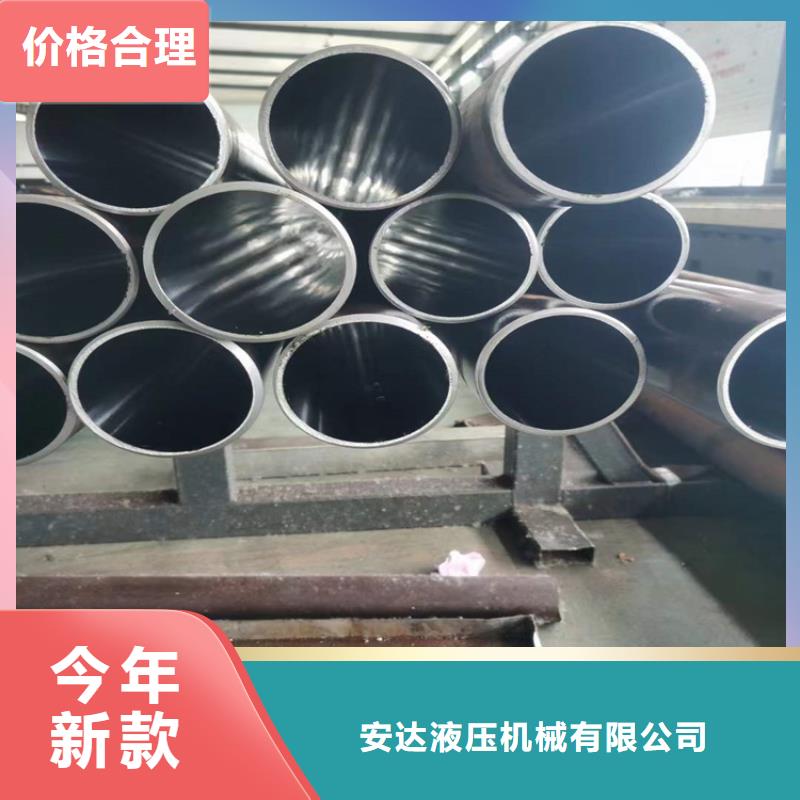
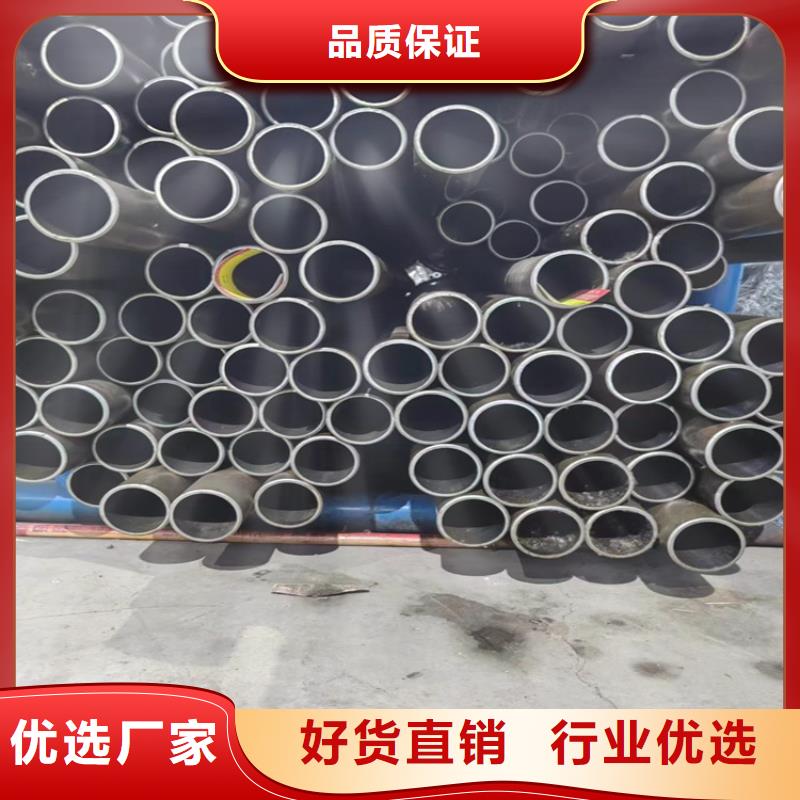
以下是:20#研磨管厂家现货充足的图文介绍


华尔网珩磨管油缸管绗磨管(3)分级珩磨管淬火:分级珩磨管淬火是将工件从珩磨管淬火温度直接快速冷却到Ms点以上某一温度,经适当时间保温后空冷。如截面大、易变形开裂的高碳钢,应采用两到三次的分级珩磨管淬火 (4)等温珩磨管淬火:将工件由珩磨管淬火温度以大于临界珩磨管淬火速度的冷速冷到Ms点稍上某一温度,保温较长时间,使过冷奥氏体发生贝氏体转变。一般用油淬。除此之外,还有薄壳珩磨管淬火、间隙珩磨管淬火、局部珩磨管淬火、调节水温等方法。另外在珩磨管淬火前各工序的合理性、加热参数的确定、和回火等方面也具有一定效果的防止钢件珩磨管淬火开裂的方法。 引起零件珩磨管淬火开裂与畸变的原因很多,一旦产生上述缺陷,应当从以下几个方面进行分析。



华尔网企业旺旺珩磨管绗磨管油缸管珩磨管的布置要求珩磨管有别于普通的管材,因此不管是它的加工方式,还是管路布置,都有特殊的要求。围绕着这两方面的内容进行详细的描述,以便于使珩磨管的功效得到充分的发挥。珩磨管实质上是一种经过特殊处理的高精密无缝钢管,其良好的性能使得它在各个领域中都有不错的使用效果。珩磨管在布置的时候,不管是排列还是走向都应该整齐一致,而且应层次分明。尽量采用水平或垂直的方式进行布置,而且在平行度和垂直度等方面也有严格的规定。珩磨管的切割也比较降低,如果直径是大于50mm的话,好是采用机械加工方法切割,确保管子切割面的平整,不能有毛刺、氧化皮、熔渣等缺陷存在。械部分或电器控制部分故障,还是珩磨管本身的故障?另外,还需检查清楚珩磨管各种条件是否符合正常运行的要求。其次是根据珩磨管故障现象和特征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。为避免盲目性,必须根据系统基本原理,进行综合分析、逻辑判断,终找出珩磨管故障部位。由于珩磨管故障诊断是建立在运行记录及某些系统参数基础之上的,所以建立系统运行记录是非常关键的;而且具备一定检测手段,也能对珩磨管故障做出准确的定量分析。珩磨管调质处理的定义及其效果虽然不常接触,但也知道珩磨管的调质处理是热处理工艺中的一种,一般在珩磨管成型之后才会实施。那什么是调质处理工艺呢?又会有怎样的效果?



专业源于专注,十多年来我们只做 贵州六盘水珩磨管加工厂,除了拥有完善的自主研发系统,还建立了专业的 贵州六盘水珩磨管加工厂生产品质管控体系,在 贵州六盘水珩磨管加工厂领域取得了众多客户的信任和支持,是值得信赖的 贵州六盘水珩磨管加工厂定制厂家。


华尔网珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管



华尔网企业旺旺珩磨管绗磨管油缸管珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。珩磨管故障诊断的操作原则由于珩磨管一旦发生故障之后,牵扯的会比较多,很多与之相关的零配件甚至是整个设备都会因此受到不良影响,因此一定要对其故障进行及时的诊断并排除。相关的原则如下:首先,应判明珩磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机

