


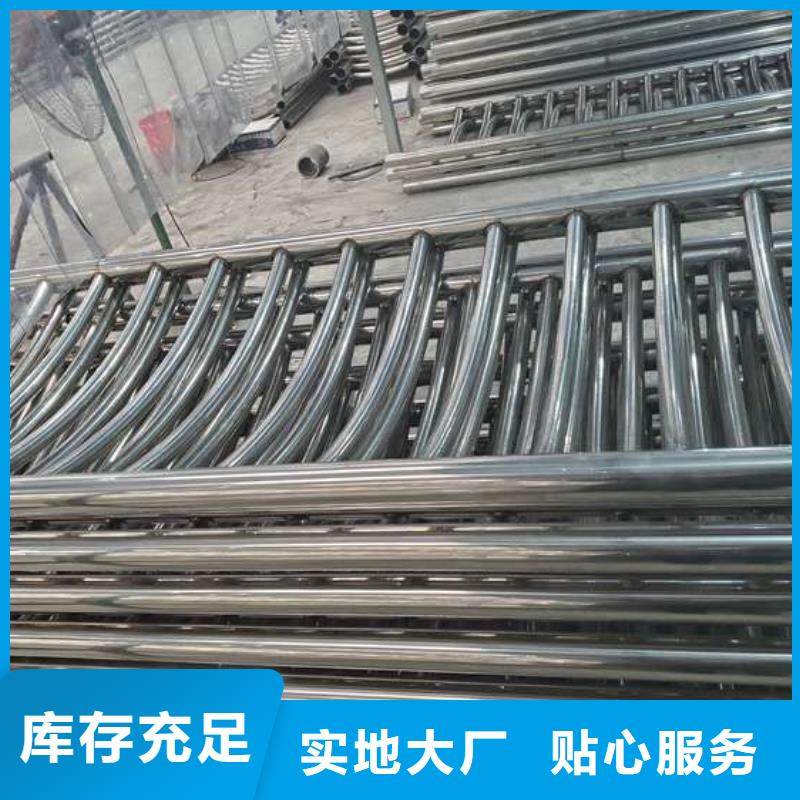


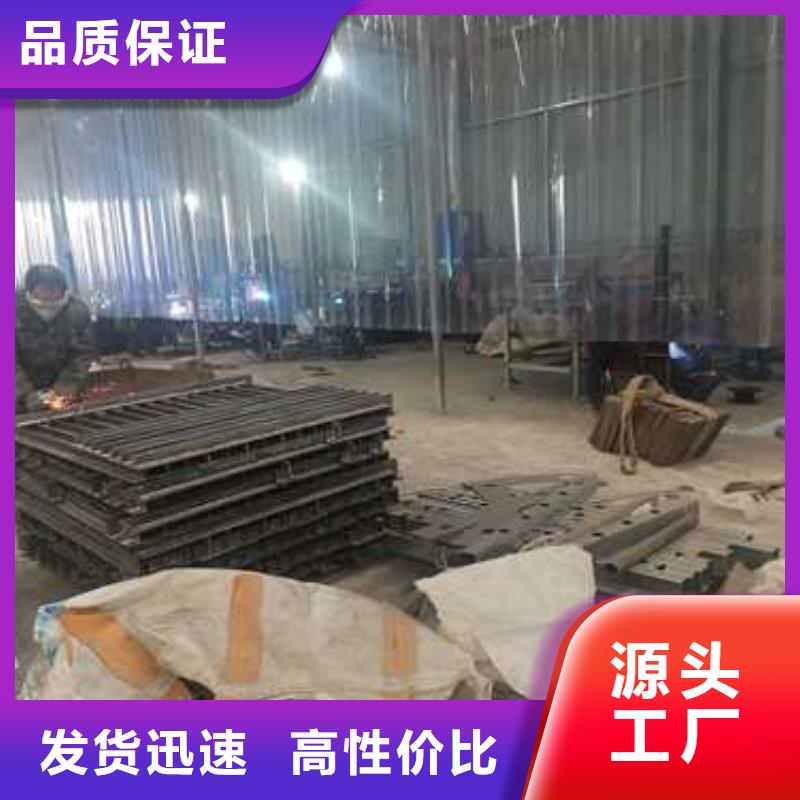



不锈钢复合管护栏复合管焊接
1.角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看不锈钢复合管护栏厚度而定。
2.由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂乱的金相安排,添加焊接难度。因此,为了防止 层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一部分。
3.先焊底层, 道底层焊缝不应熔透到复层,以防焊缝金属发作脆化或发作裂纹,底层钢焊接时,仍按底层惯例焊接电流。底层焊完后,用碳弧气刨,铲削,磨削等办法清理焊根,要求高的,经X射线探伤合格后,才能焊接过度层。
4.过渡层焊接,为了削减母材对焊缝的稀释率,在确保焊透的情况下,应尽量少焊接电流;要选用小直径焊条和窄焊道,有必要盖满底层焊缝切高出底层1mm,焊缝成形要滑润,不能凸起,否则要打磨掉。
5.焊接小直径不锈钢复合钢管时, 层焊道应选用钨极氩弧焊,第二层可用奥氏体不锈钢焊条焊接。
6.关于大厚度不锈钢复合管护栏制造的高压容器,施焊过程中先焊内部不锈钢复合层,再焊一层铁素体过渡层终用低合金钢焊条填满底层焊缝。
7.根据作业条件选用结构材料时,应使奥氏体焊缝与珠光体钢熔合区中的扩散层降低到小程度,这关于高温和有腐蚀介质中作业的构件和焊后需求进行回火处理大型构件来说尤其重要。
8.操作时要注意维护非焊接部位复层外表,防止电弧划伤,底层焊缝要为过渡层留出合适的深度,一般距复层约2mm.



鑫海达金属制品有限公司遵循诚信经营, 江苏无锡桥梁护栏货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的 江苏无锡桥梁护栏产品、优惠的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。 公司经营以诚信为原则,管理上坚持以人为本,服务上以客为尊、规范经营。公司全体人员勇于开拓、团结奋进、继往开来、孜孜拼搏 ,抓住社会经济展的大好形势,积主动与同行加强交流,广交社会各界朋友 ,与时俱进,迈向新的历程!


不锈钢复合管护栏所使用的不锈钢
美国钢铁协会用三位数字表示可锻不锈钢的各种标准等级。
按组成可分为Cr系列(400系列)、Cr-Ni系列(300系列)、Cr-Mn-Ni系列(200系列)、耐热铬合金钢(500系列)和沉淀硬化系列(600系列)。
彩色轮廓挤压法
彩色轮廓挤压法,又称全身法。在PVC型材配方中加入色母,通过挤出机直接挤出色母。优点是原挤出机挤出成品,成本低,缺点是型材耐候性差,不能满足室内外装修效果的要求。
复合共挤出由PVC护栏和附加一层彩色材料挤压成型而成的型材。无论是彩色材料PVC,或聚甲基丙烯酸甲酯(MMA)或丙烯酸,苯乙烯,丙烯酸酯共聚物(ASA),都需要两个挤出机主机(双锥蛹杆58和60或单螺杆30)。必须使用一种复合型模制作型材,生产工艺是从两种不同的流型材料和彩色材料中,总线在离开模具前用 进的挤出成型。这种方法的特点是生产过程中都要用冷热搅拌机或烘干机等设备,材料回收困难,生产工艺复杂,复合膜成本高,投资大。
层压法采用加热和机械复合的方法,将一层彩色薄膜和胶粘剂通过压制粘在PVC护栏表面。其特点是生产过程需要在流水线上进行,优质的薄膜和胶水需要进口。



绝缘伸缩式围栏的颜色为红白相间,围栏支架为玻璃钢槽钢,围栏支架的中间部分为绝缘管或绝缘片,若干绝缘管或绝缘片相互连接成若干钻石,使绝缘片的颜色围栏红白相间,更加醒目。使围栏的防护作用更加明显。
物种:皮带:不锈钢伸缩围栏,警示带(带支架)特点:警示带分为荧光警示带和普通警示带;带宽为5厘米、6厘米、8厘米;通用颜色为红、黄、绿。常用的支架有伞形支架和墩式支架(铁墩分为3kg、4kg和5kg)。
片、管:玻璃钢护栏特点:又称复合式护栏,采用玻璃钢护栏配合支撑。
