






鑫海达金属制品有限公司成立以来,以“让鑫海达金属制品有限公司走向世界”为目标,坚持“实用、耐用、节能、”的生产理念,不断引进国内外技术,致力于 湖南益阳桥梁护栏的研发和制造。



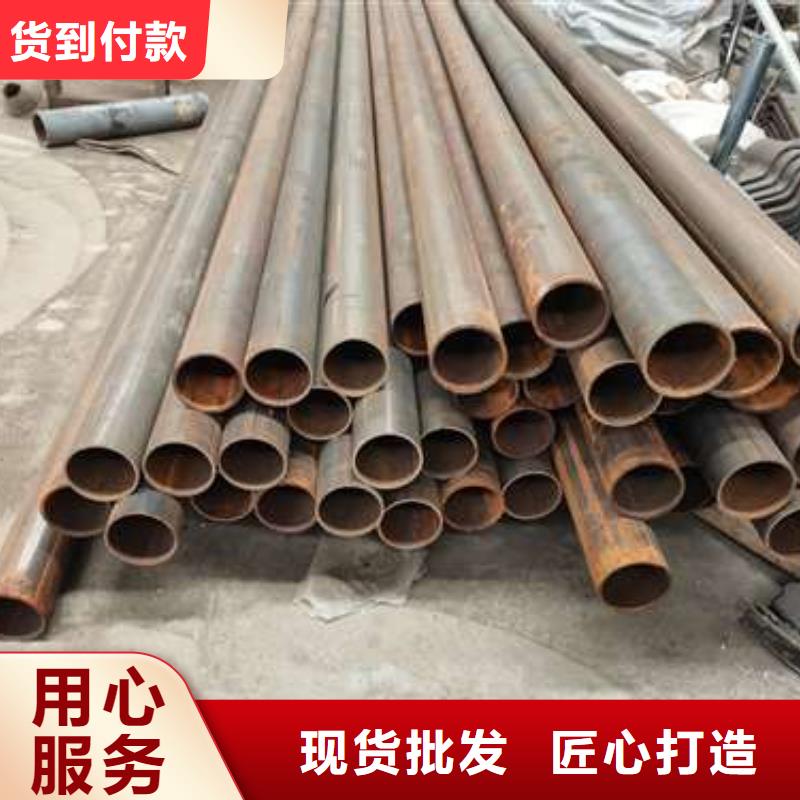
不锈钢复合管护栏焊接准备:不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,不锈钢护栏-不锈钢栏杆-不锈钢复合管护栏-不锈钢复合管栏杆-四川睿武交通科技有限公司加工时复层有必要向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开)和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。



不锈钢复合管护栏装置
1、预埋底板
装置预埋件(后加埋件)栏杆预埋件的装置只能选用后加埋件做法,其做法是选用膨胀螺栓与钢板来制造后置连接件,先在土建底层上放线,断定立柱固定点的方位,然后在地面上用冲击钻钻孔,再装置膨胀螺栓,螺栓保持满足的长度,在螺栓定位今后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述办法。
2、放线
在加埋件施工的时候,或许发作差错,所以在立柱装置之前,应从头放线,以断定埋板方位与焊接立杆的准确性,如有偏差,及时修正。
3、焊接立柱
装置立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。
4、焊接面管,玻璃连接件
扶手与立柱在装置前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊装置,相邻扶手装置对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。
5、抛光打磨
全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。
6、装置玻璃
镶配有机玻璃,玻璃等栏板,栏杆玻璃类型、厚度应符合规划要求,并应运用厚度不小于12mm的钢化玻璃。

