

别再纠结于文字描述了,观看视频,让无缝镀锌管品牌厂家产品为你展现真实魅力!
以下是:无缝镀锌管品牌厂家的图文介绍

热镀锌管焊接方式 正常而言,热镀锌无缝管在高碳钢外面涂一层锌,热浸镀锌层一般作为20um厚。锌的熔点为419℃,约908℃。在焊接中,锌熔化成液体,漂浮在熔池表面或焊接根部。锌在铁中有较大的固溶度。液态锌会沿位错腐蚀焊接金属材料,低熔点锌会导致“形状记忆合金时效”。 除此之外,锌和铁可以在金属材料之间发生了延性化学物质。这一种韧性收敛环比减少了焊接金属材料的塑性变形,并在拉申地应力作用下发生了裂纹。 一旦角焊缝是焊接的,尤其是T型接头的角焊缝,不确定会导致周边地区的裂纹。在热镀锌无缝管的整个焊接进程中,焊缝表面和边缘的锌层在电弧加热跟特质下会被空气氧化、熔化和挥发,甚至会释放出烟雾和蒸汽,容易发生焊接气孔。 空气氧化产生了的活性氧化锌熔点高,等于1800℃。一但整个焊接进程中的主要参数很小,活性氧化锌渣就或许能混入。Feo-mno或feo-mno-sio2的低熔点金属氧化物渣是由锌成为脱氧剂引起了的。其它,因为锌的挥发,排出大量烟尘,对身体有刺激性和危害性。从此,焊接地点的热镀锌层必须打磨掉。 热镀锌无缝管焊接前的准备与大致高碳钢相同。注意解决凹槽大小和周围地区的热镀锌层。为了达到比较好的渗透,管沟规格尽量大,一般作为60-65 mm,有着一定间隙,一般作为1.5-2.5mm;为了杜绝锌对焊接的渗透,可以在焊接前去除凹槽内的热镀锌层。 在具体的工程监理工作中,集控系统采用集中倒圆,无钝边。两层焊接工艺降下来了未焊透的概率,电气等级应依照热镀锌无缝管的板料选择。一般而言,J422由于他的可执行性而被长期用于高碳钢。 焊接方式:在焊接 层和双层时,尽极小的概率将锌层熔化,使其汽化挥发并从焊接中逸出,可以大大降下来焊接中残留的液态锌。


华尔网镀锌管表面处理方式 1、清洗 应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐伎俩。 2、喷(抛)射除锈 喷(抛)射除锈是经过大功率电机带动喷(抛)射叶片高速扭转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力效果下对钢管外表进行喷(抛)射处置,不只可以彻底肃清铁锈、氧化物和污物,并且钢管在磨料凶猛冲击和磨擦力的效果下,还能到达所需求的平均粗拙度。 喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈首要用于管子内外表处置,抛丸(砂)除锈首要用于管子表面面处置 3、工具除锈 首要运用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手工工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,工具除锈结果不理想,达不到防腐施工要求的锚纹深度。 4、酸洗 普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。



镀锌管的切割方式 镀锌无缝管品种繁多,是无缝管的特色原材料,更重要的是镀锌无缝管保持大部分使用和充分利用。镀锌无缝管的重要原材料,其抗压强度比较大。一般比较难掌握切割方法和切割条件下的方法,才能顺利切割出镀锌无缝管。以免伤人。为了能够更好地切割系数更高的镀锌无缝管,以下操作程序。工业设备切割采用外装和内装两种方式。采用数控车床刀具生产制造的基本理念,对冒口进行折断和焊接。 单机跨度大,可生产厚度大、废料少、环境零污染。生产过程不会导致高温,不影响管道原材料,有利于焊接。水切割是基于高压泵和金钢砂共同作用生产管道。伤口干净整齐,生产跨度大,但效率高低,生产厚度受严重因素限制。根据氧气阀和C2H2阀的调节,通过改变co2和C2H2的混合占有率可以得到三种不同的火焰:阳性火焰、氧化火焰和碳化火焰。共价键切割和低温等离子切割以不同的方式协同工作。 气体可以切割CO2切割无法切割的各种金属复合材料,尤其是有色金属切割。预期效果更强;它的重要优势在于切割厚度在不太大的金属复合材料的情况下,低温等离子切割速度更快,尤其是切割碳钢金属片时,速度可以达到切割机的5~6倍。氧气切割方式,切割面光滑干净。 热变形小,热影响区少。



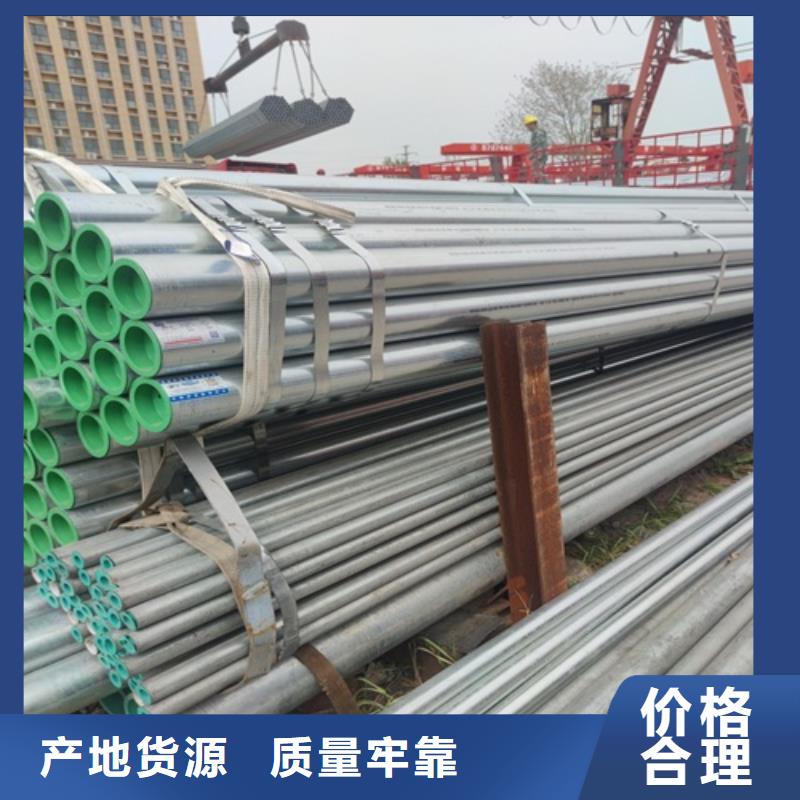
鹏鑫钢铁有限公司座落在山东聊城经济开发区武夷山路,地理位置优越,交通环境便利。 公司主营: 甘肃金昌镀锌钢管厂,公司以满意服务、精品工程为宗旨,以技术出众、领先潮流为信念,以专业专注、诚信务实为商德,以造福人类、产业报国为志向,同八方宾朋携手共进,描绘更美好蓝图。


