

我们的螺旋管GB5310无缝钢管多种场景适用产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:螺旋管GB5310无缝钢管多种场景适用的图文介绍


螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。其规格用外径*壁厚表示,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。概述内容:工业电视内检设备:检验内焊焊缝外观质量。磁粉探伤仪:检验大口径钢管近表缺陷。超声波自动连续探伤仪:检验螺旋钢管全长焊缝的横向和纵向缺陷。超声波手动探伤仪:对大口径钢管缺陷的复检、补焊焊缝的检验及水压后焊缝质量。
X射线自动探伤机及工业电视显像设备:检验螺旋钢管全长焊缝的内部质量,灵敏度不低于4%。X射线拍片设备:对原始焊缝及补焊焊缝进行检验,灵敏度不低于2%。
2200吨水压机及机自动记录系统:检验每根大口径钢管的承压质量。
X射线自动探伤机及工业电视显像设备:检验螺旋钢管全长焊缝的内部质量,灵敏度不低于4%。X射线拍片设备:对原始焊缝及补焊焊缝进行检验,灵敏度不低于2%。
2200吨水压机及机自动记录系统:检验每根大口径钢管的承压质量。



钢兴钢管 有限公司聚集众多的 江苏扬州大口径钢管管理和技术精英,是一个集开发、生产、 安装于一体的现代化企业。我公司设备先进, 江苏扬州大口径钢管用料考究,为卓越品质打下坚实基础,产品行销全国各地。只因有您的大力支持,才有今天的蓬勃发展,我们再次期待与您合作,有幸再为您提供优质服务。


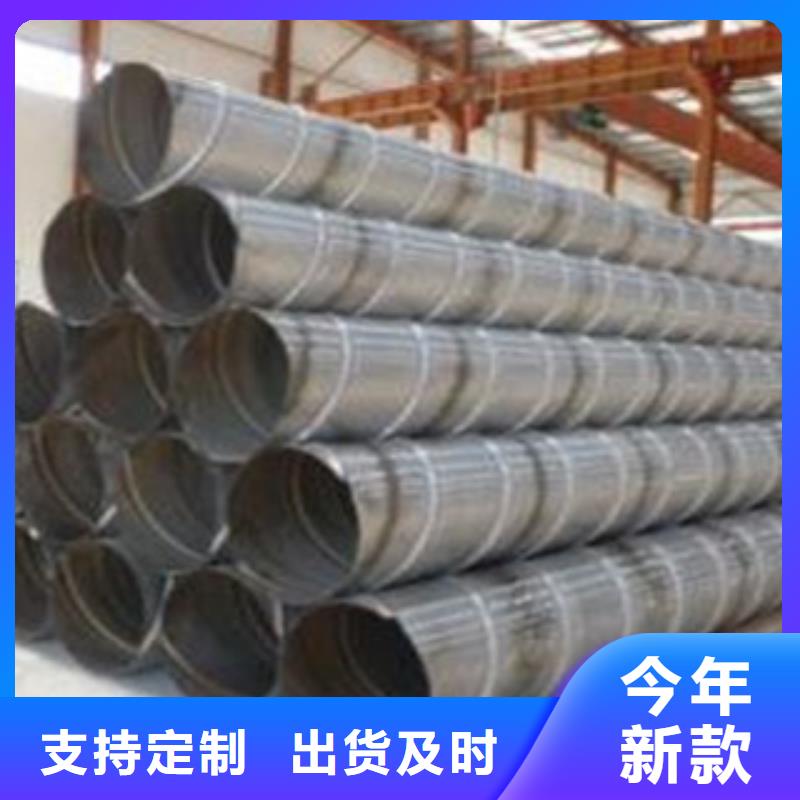
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。



螺旋焊管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋焊管的成型器结构形式归纳起来有三种基本形式:
(1)套筒式螺旋成型器。只适用于小口径焊管的成型。它造价低,操作容易。
(2)辊式螺旋成删器。辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
(3)芯棒螺旋成型器。这种成型器适合于小直径、薄壁优质螺旋焊管的成型。但钢管内表面可能因摩擦而被擦伤。
