


为了给您提供更的平武20号绗磨管产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:平武20号绗磨管的图文介绍
在 四川绵阳珩磨管加工厂市场竞争日趋激烈的今天,安达液压机械有限公司将以严格的产品质量、合理的交易价格、优质的售后服务、诚信的商业信誉为基础,按照“至善至美、互利双赢”的公司价值观,凭借着素质过硬、年轻精干的员工队伍,本着“顾客至上的服务”的经营理念,与广大 四川绵阳珩磨管加工厂业务伙伴精诚合作,共同发展,共创美好未来!



华尔网珩磨管绗磨管油缸管磨管主营材质:20#、Q235、20G、35#、45#、16Mn、Q345、40Cr、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo、42CrMo。广泛应用:工程机械、冶金机械、塑料机械、启闭机械、矿山机械、道路施工机械、纺织机械等多个行业。加工形式:1.冷轧2.冷拔3.珩磨4.滚玉 现在,随着工业化的推进,越来越广泛的珩磨油缸管,珩磨油缸管和成本要求的应用也越来越高,所以是珩磨油缸管正在进行的结构改革和创新,在这个市场上,要进行供给结构改革的珩磨油缸管生产方,并与市场大规模发展,珩磨管已经证明,改革,创新,加大投资市场是正确的。那么该怎么办呢?



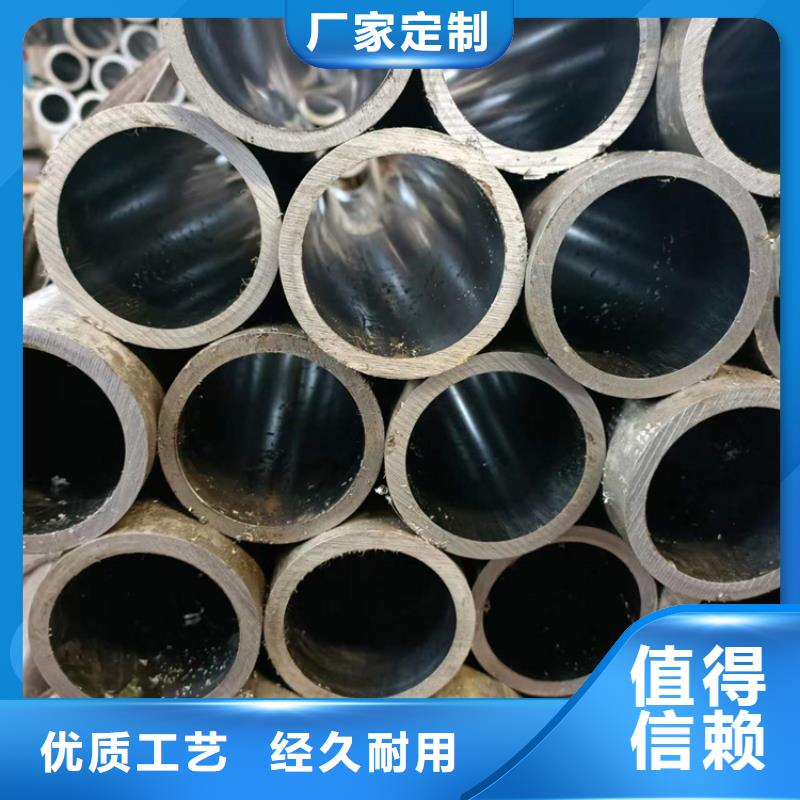
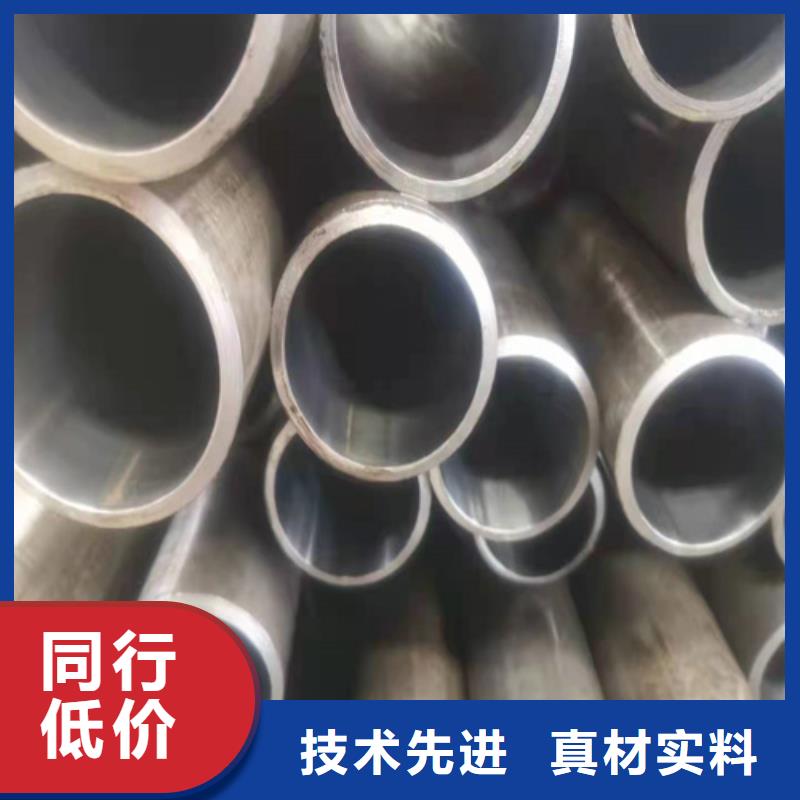
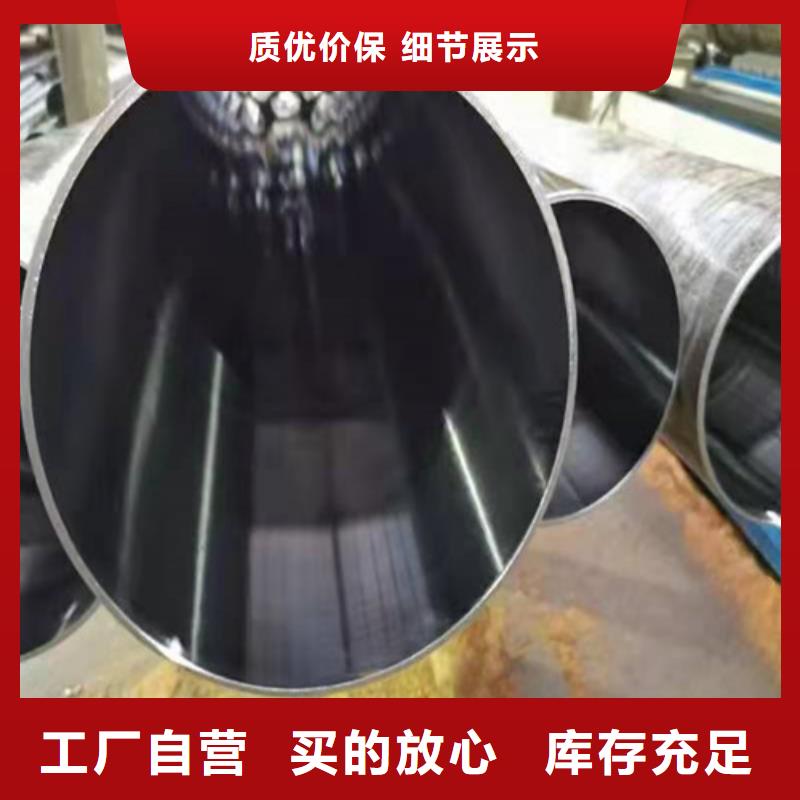
华尔网企业旺旺珩磨管绗磨管油缸管滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。珩磨管所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。油缸专用绗磨管生产加工工艺我厂拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准绗磨管,高精度冷拔管,气缸管等产品。特殊要求的需定制且双方协议即可! 绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。


华尔网珩磨管绗磨管油缸管珩磨管的定压过程1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。



