




我们精心制作的淮南400耐磨钢板零割厂家联系方式产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:淮南400耐磨钢板零割厂家联系方式的图文介绍

nm400耐磨钢板的优点和应用,一、nm400耐磨板的优点 (1)高抗的磨损性能:磨损试验表明nm400耐磨板的耐磨性比低碳钢高10-16倍,比不锈钢、高锰钢高8倍,比铸态nm400耐磨板铁高2倍。 (2)高抗的冲击性能:由于采用软钢基板,它具有很高的抗冲击性能,充分体现了复合材料既耐磨又抗冲击的优点,这是铸态耐磨材料所不及的。 (3)方便的加工性能:不仅可以冷弯成型、卷圆,还可以用等离子切割法切割,能够快捷地将nm400耐磨板拼焊在被磨损机件表面。 (4)高性能的价格比:使用nm400耐磨板虽然成本提高,但综合考虑机件的使用寿命、维修费用、停机损失等,其性能价格比比普通材料约高2—5倍。由于材料利用合理,其比同等材料手工堆焊价格低45%。 二、nm400耐磨板主要性能 (1)耐磨层金相组织为典型过共晶新钢nm400耐磨板合金铸铁,Cr6C3型初生相细小均匀,基体为Cr6C3与奥氏体、马氏体的共晶组织。六角形Cr6C3相维氏硬度达HV1800,与基体配合表现出 抗磨能力。作者:频开实业 链接:https://zhuanlan.zhihu.com/p/344001170 来源:知乎 著作权归作者所有。商业转载请联系作者获得授权,非商业转载请注明出处。二、nm400耐磨板主要性能 (1)耐磨层金相组织为典型过共晶新钢nm400耐磨板合金铸铁,Cr6C3型初生相细小均匀,基体为Cr6C3与奥氏体、马氏体的共晶组织。六角形Cr6C3相维氏硬度达HV1800,与基体配合表现出 抗磨能力。 (2)堆焊层硬度HRC45—60,单层堆焊层厚度3-10mm,基板厚度≥5mm,复合板规格≤1*3m,1.5*3m。 (3)抗拉与抗冲击性能不低于Q235钢板焊接接头性能。 (4)可用空电弧或等离子弧、激光和高压水切割和打孔。可冷态成形或滚圆。冷滚圆时小曲率半径为复合板厚的20倍。可用塞焊、端面焊或螺栓连接的方法与需强化的工件连在一起。 (5)nm400耐磨板工艺还适合堆焊其它合金体系,可以根据用户需要选定。 三、nm400耐磨板的应用 可用于冶金机械、建材机械、电力机械、矿山机械等行业中的各种易磨损设备部件的表面强化。典型的应用有四方面: (1)根据设计要求向用户提供由nm400耐磨板做的耐磨备件,如水泥机械中选粉耐磨部件、磨机钢板、搅拌机刀片、风机叶片、磨机对滚等。 (2)直接下料滚圆焊接成各类耐磨输送管道,如粉料空气输送系统、高炉水渣系统、螺旋推进器叶片等。 (3)直接向用户提供nm400耐磨板由用户自行下料,拼焊完成现场施工项目,如料仓、溜槽、大铲斗等。 (4)根据用户零件磨损面积的大小,提供领制单元供现场拼焊维修,减轻现场焊接工作量,如工作机械的铲斗,挖泥船的挖泥斗。


山东中鲁金属制品有限公司常年库存 山西晋城耐磨钢板充足,凭借雄厚的实力,丰富齐全的 山西晋城耐磨钢板规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!



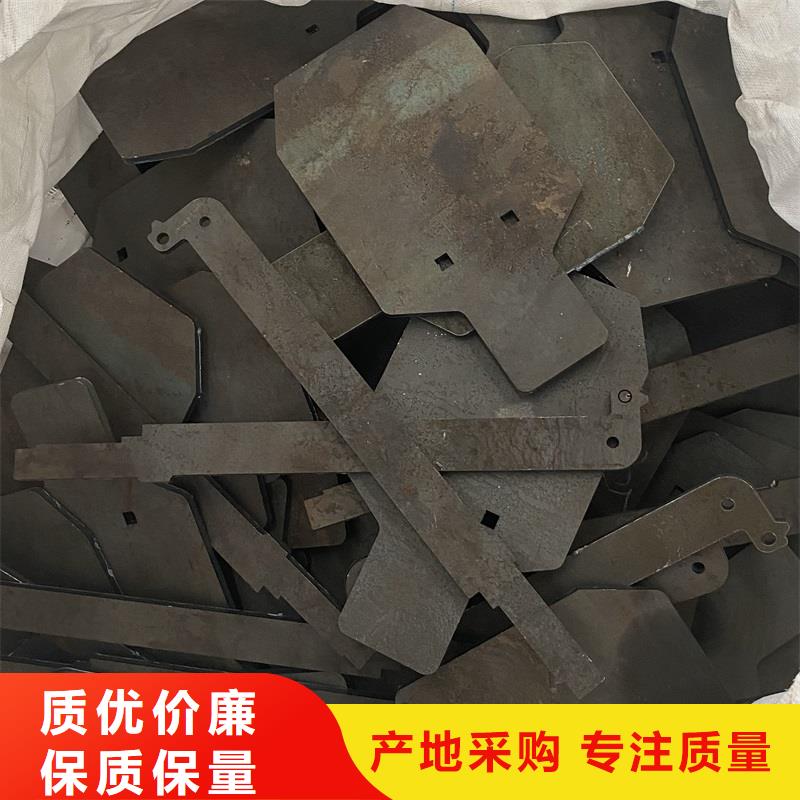
耐磨钢板常用的切割方式是等离子切割和激光切割。激光切割具有精度高,切口整齐,切割形状灵活等一系列优点。但是不管是激光切割,还是等离子切割,都是有一定技术要求的。激光切割的气体流量,激光功率,焦点位置,切口宽度等因素都会影响切割质量。首先在选择耐磨钢板时,尽量选择优质的耐磨钢板,因为耐磨板在加工时,工艺水平参差不一,生产出来的耐磨板在可加工性上差别比较大,正确的加工方式可以很大程度上避免出现问题。加工时可以从两个方面尝试解决。 ,翻一个面试试。因为淬火的不均匀,有时候耐磨板的上下面确实会有一些差异。第二,调高激光切割的功率,加快激光切割的速度。这样做的是尽量减少切割件不同区域的温差,耐磨板温差时间越长,越容易出现问题。这两个方法虽然不能解决所有问题,却在不增加成本的同时大大减少耐磨板出现翘曲的可能


耐磨钢板常用的切割方式是等离子切割和激光切割。激光切割具有精度高,切口整齐,切割形状灵活等一系列优点。但是不管是激光切割,还是等离子切割,都是有一定技术要求的。激光切割的气体流量,激光功率,焦点位置,切口宽度等因素都会影响切割质量。首先在选择耐磨钢板时,尽量选择优质的耐磨钢板,因为耐磨板在加工时,工艺水平参差不一,生产出来的耐磨板在可加工性上差别比较大,正确的加工方式可以很大程度上避免出现问题。加工时可以从两个方面尝试解决。 ,翻一个面试试。因为淬火的不均匀,有时候耐磨板的上下面确实会有一些差异。第二,调高激光切割的功率,加快激光切割的速度。这样做的是尽量减少切割件不同区域的温差,耐磨板温差时间越长,越容易出现问题。这两个方法虽然不能解决所有问题,却在不增加成本的同时大大减少耐磨板出现翘曲的可能。



