




我们的无缝钢管【大口径无缝钢管】一周内发货视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:无缝钢管【大口径无缝钢管】一周内发货的图文介绍

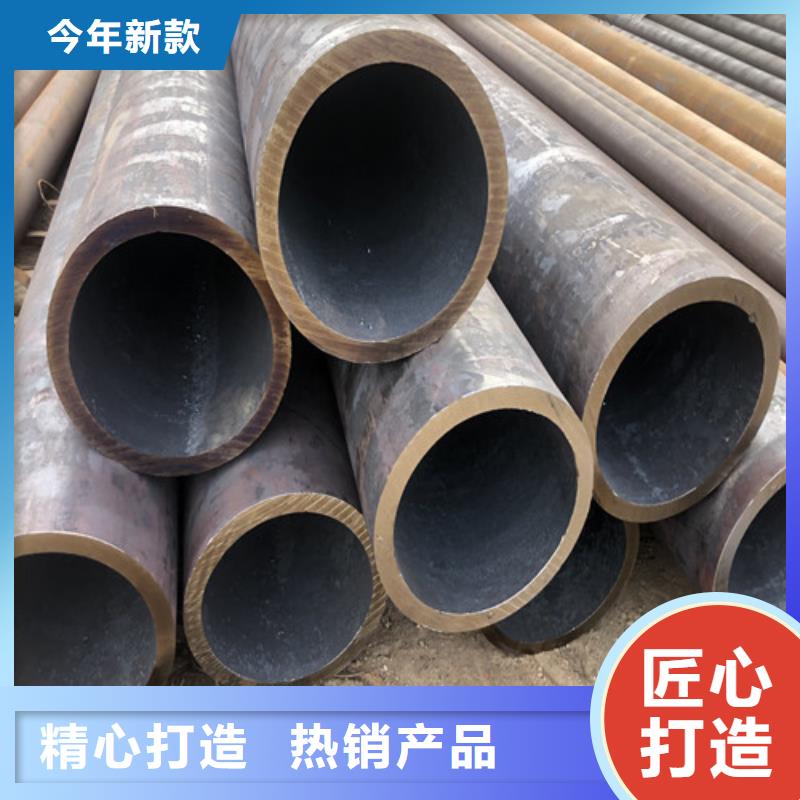
无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。无缝钢管分热轧和冷轧(拨)无缝钢管两类。本章无缝钢管厂家就来为大家介绍下热轧无缝钢管的基本标准有哪些 热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。 冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。 热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。 一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、 40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。 一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热以热处理状态交货。


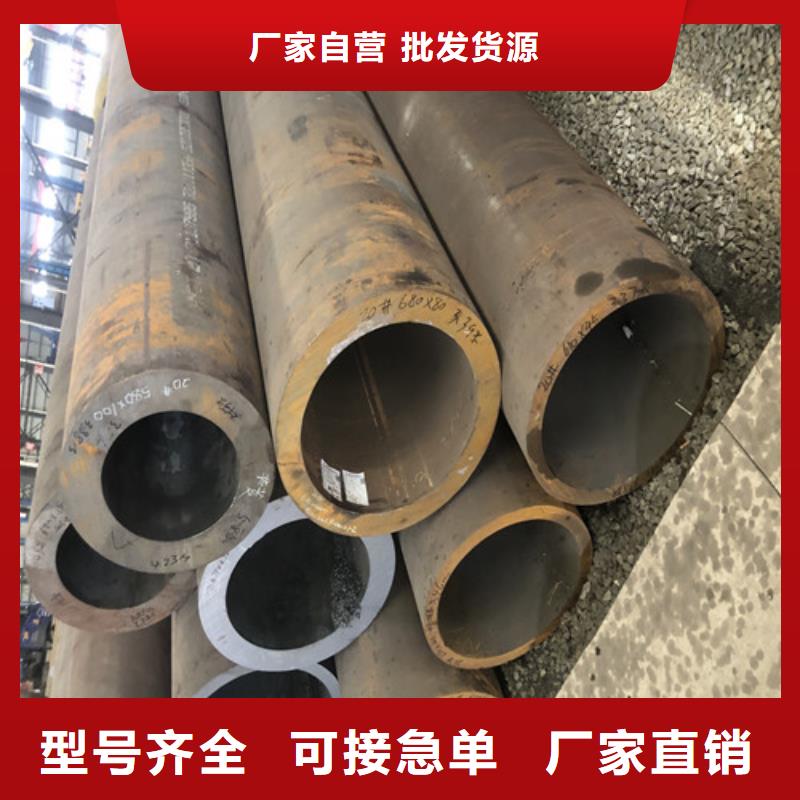
无缝钢管生产工艺都是比较丰富的,一般是按照相应的步骤进行加工和生产的: 热轧无缝钢管主要生产工序(△主要检验工序): 管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库 冷轧(拔)无缝钢管主要生产工序: 坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验 一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。



精密无缝钢管酸洗概述: 利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。氧化皮、铁锈等铁的氧化物(Fe3O4,Fe2O3,FeO 等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。酸洗用酸有硫酸、盐酸、磷酸、硝酸和混合酸等。 精密无缝钢管酸洗常用介质:硫酸、硝酸、磷酸、 。在酸洗时务必加入酸洗缓蚀剂,防止酸对金属的腐蚀。 精密无缝钢管酸洗工艺 主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。钢铁零件一般在 10%~20%(体积)硫酸溶液中酸洗,温度为 40℃。当溶液中含铁量超过 80g/L,硫酸亚铁超过 215g/L 时,应更换酸洗液。常温下,用 20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。 为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用 6mol/L 盐酸浸煮 2h 或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的阿铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。


东环管业有限公司成立与2005年,厂家通过多年积累,技术力量雄厚,【浙江嘉兴大口径厚壁无缝钢管】产品质量实行层层把关,加工检测设备齐全先进,各种【浙江嘉兴大口径厚壁无缝钢管】产品质量已得到全国行业用户的认可好评。


