


球墨铸铁管DN900生产厂家视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
以下是:球墨铸铁管DN900生产厂家的图文介绍

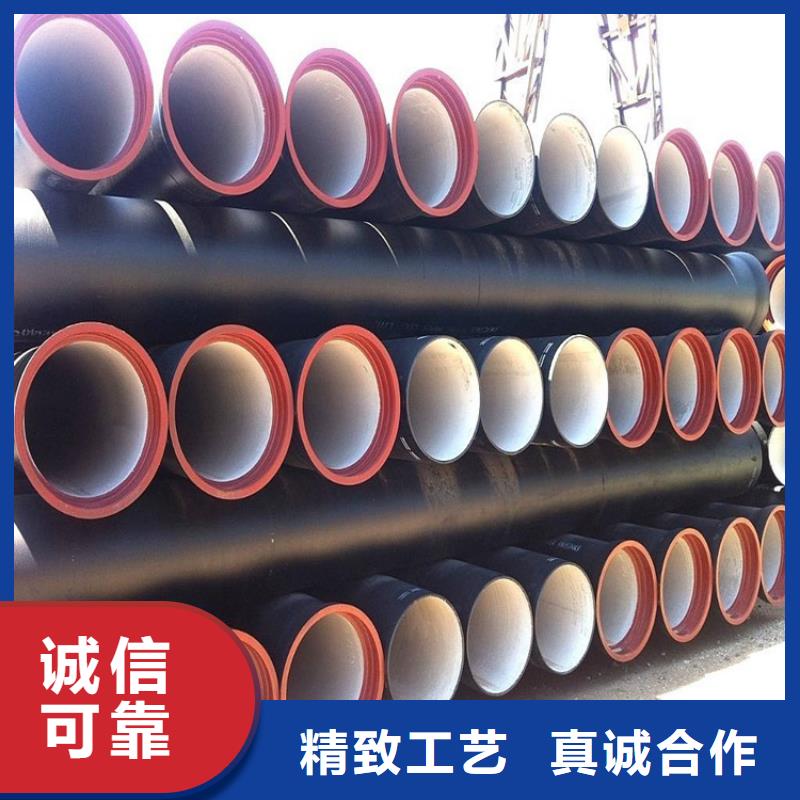
华尔网球墨铸铁管的耐腐性主要是为使用者能够长期作业,由于铸铁管有着重而长的体积,用于大型的建筑中,一旦出现任何的腐蚀现象,不仅改造起来将困难重重,还可能为附近的建筑带来一定的后患,影响正常生活。为此在做铸铁管时便需要为做好充足的防腐工作。同时不能轻松了事,每一层的处理都应做到科学,有规可循。 球墨铸铁管厂家 防腐处理有几大处理方法;环氧陶瓷内衬,水泥砂浆内衬,沥青漆涂层等。环氧陶瓷内衬的防腐设施主要用于天然气的铸铁管和污水管道。此两种管道长期经历污染和排水的侵蚀,需要较强的防腐保护层。在防腐处理时,需要涂一层厚厚的防腐剂。环氧陶瓷内衬的依附力比较强,不会因长久使用而脱落。 1.要严格控制球墨球墨铸铁管在球化后的铁水中镁的含量多少,钢益管业的球墨管一般镁的控制量在百分之0.035-0.060.要求镁的含量适中. 2.在输水过程中,尽量减少氧化物的夹渣物质,禁止在浇涛球墨铸铁管件管件铁水中存在渣块,这时要加快涂覆工作,在浇涛的过程中,对管壁中间的夹渣物除去,完后涂覆要均匀,防止因为铁水浇涛时受热不均匀受到材料脱落. 3.球墨铸铁管生产时要严格控制稀土的用量,降低稀土中的夹渣物质,鸿福管业让稀土的控制量在2.7kg/t. 华尔网球墨铸铁管 4.正确的加入管模粉的用量,减少浇涛铁水中的不熔金属合金. 5.为了提高氮气的纯净度,球墨铸铁管在球化处理时其氮气的控制一定要确保在百分之99.9以上. 6.浇涛球墨铸铁管中铁水温度,铁水温度是生产球墨铸铁管中重要的一点之一,不同直径的球墨管要求也会不同.铁水温度会随着口径变双而变小.


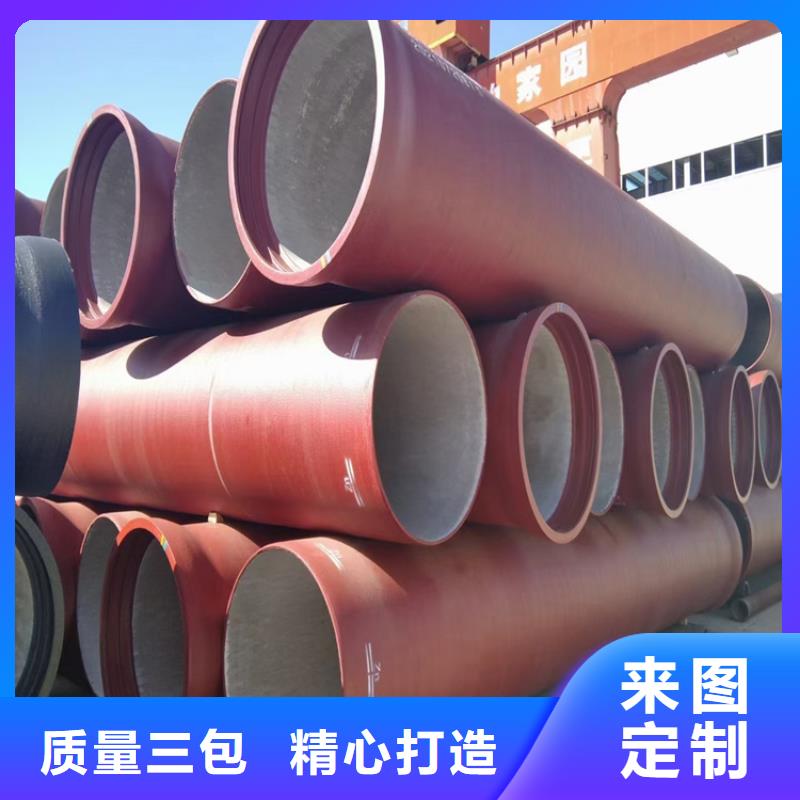
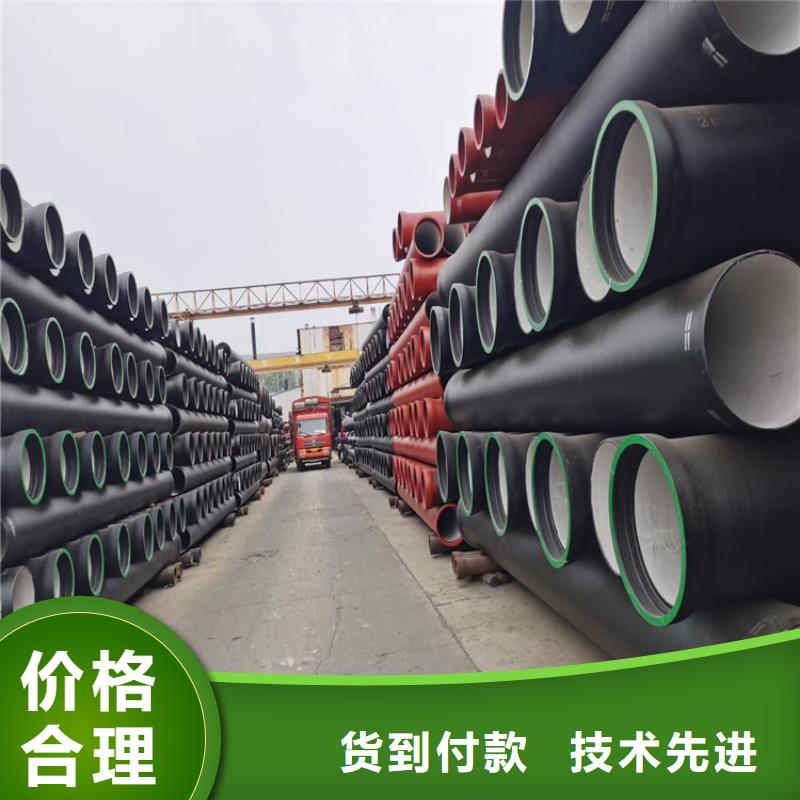
华尔网规范管模使用制度,减少球墨铸铁管的气孔和针孔发生。 针对管模内壁打点偏稀的问题,要求打点工在进行管模维修打点时,降低管模打点机打点杆的进给速度,使打出的麻点稠密、均匀;对于管模内壁打点过浅,要求在进行管模维修打点时,提高风压(0.7-0.75MPa),磨好打点头,保证麻点深度适宜。 对于内表面有油脂和杂物的球墨铸铁管管模,特别是新使用的管模,使用前,必须管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。 离心球墨铸铁管质量缺陷主要有:重皮、气孔与针孔、夹渣夹杂、渗漏、水压打爆等。 重皮、气孔与针孔和夹渣夹杂质量缺陷总共占百分之七十多,可见上述三种质量缺陷是导致球墨铸铁管综合合格率低的主要原因。 华尔网对离心机生产情况进行检查发现,在使用过的管模中,有些新使用的管模内壁粘附油脂和杂物不到位,有些旧管模存在龟裂纹,内壁打点稀、浅。根据生产工艺的要求,新使用的管模必须干净内壁的粘附油脂和杂物,管模内壁的打点要均匀、深度不超过0.3至0.5mm。 生产工艺要求铁水在感应电炉内高温时间不得超过30分钟,DN100—1000mm管子的浇注温度为1380—1500℃。对铁水质量调查发现,铁水在感应电炉内高温时间过长,超过30min,浇注温度也有时偏高,有时偏低,不符合生产工艺要求。另外,流槽与管模间距离过大、流槽出铁口弯头形状不当、流槽出铁口距承口位置较远以及翻包量过大、管模转速过高也是导致拉管质量缺陷产生的重要原因。



博辉钢铁有限公司以先进的生产设备,齐全的检测手段,雄厚的技术力量,科学的管理方法,生产高质量的 云南玉溪五防带锁圆井产品。生产的各种系列 云南玉溪五防带锁圆井产品通过有关检测机构的检测。
公司由一批在 云南玉溪五防带锁圆井行业从业十几年的工程师、技术人员、生产员工、质量检测的技术队伍组成,并有一支高素质、富含经验的行业管理和销售团队。


