


精密钢管小口径精轧光亮管毛细管厂视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:精密钢管小口径精轧光亮管毛细管厂的图文介绍

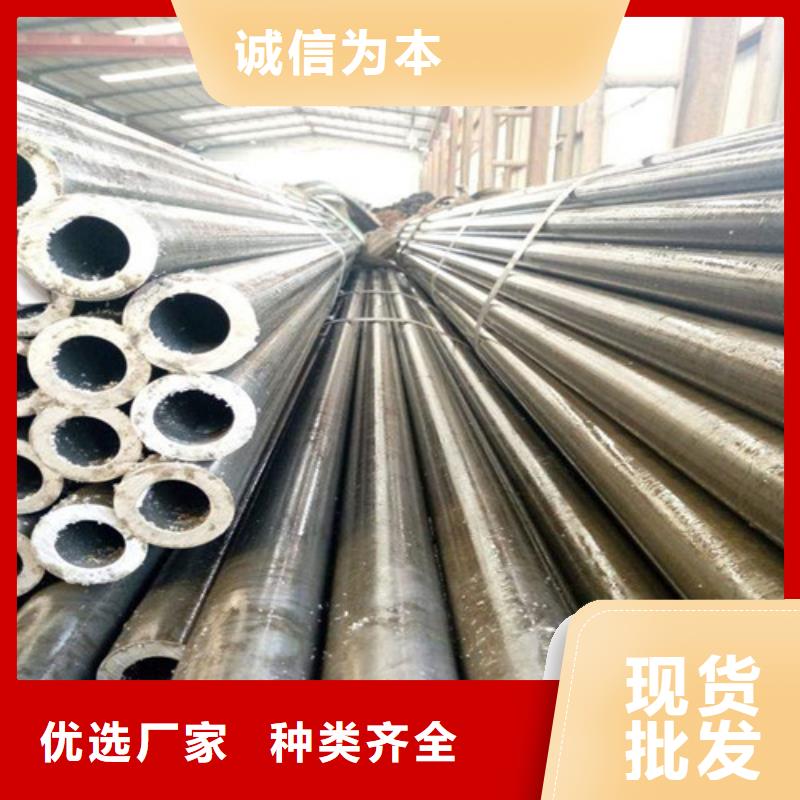
精密钢管如何生锈。用化学酸洗完之后再用电解方法进行一次补充就可以让精密钢管得到非常好的保护了,对精密钢管进行除锈,在给精密钢管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除精密钢管表面松动或翘起的铁锈。对精密钢管的表面进行清洗,在对精密钢管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除精密钢管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。
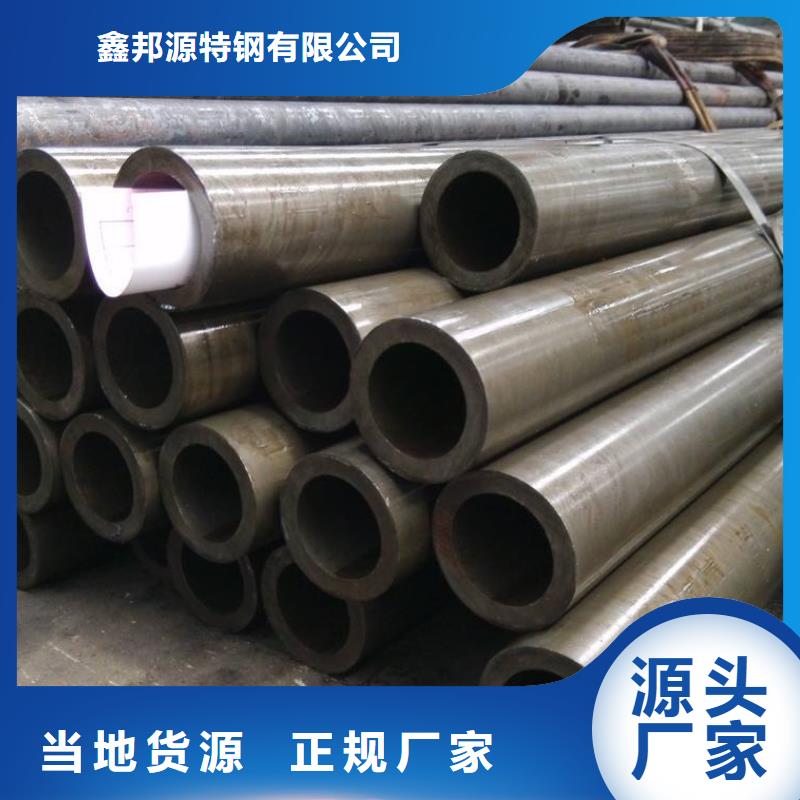
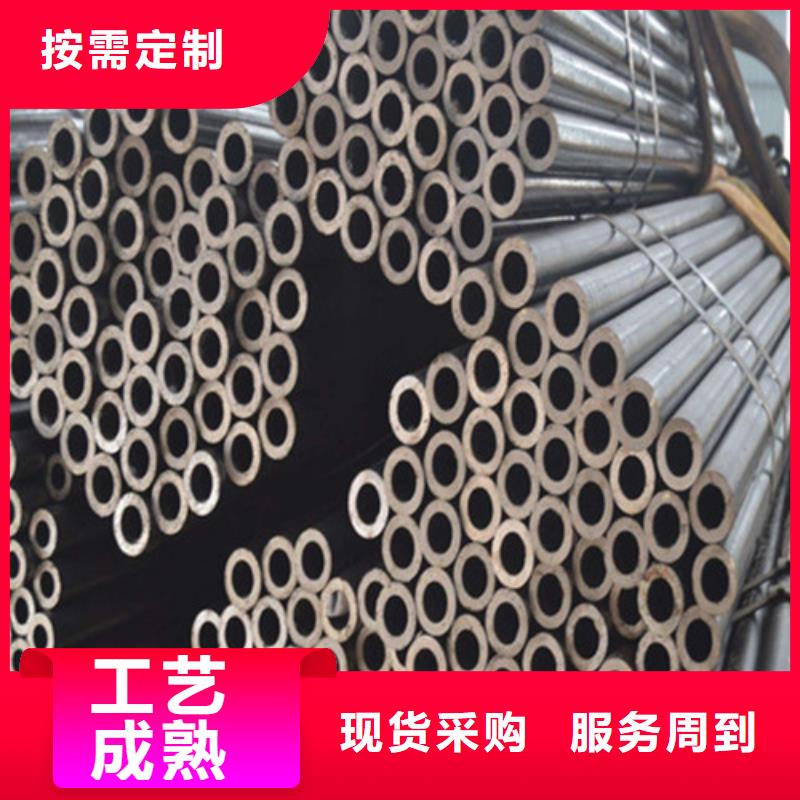
精密钢管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精密钢管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精密钢管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精密钢管焊接,从而获得稳定的精密钢管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。
精密钢管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精密钢管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精密钢管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精密钢管焊接,从而获得稳定的精密钢管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。


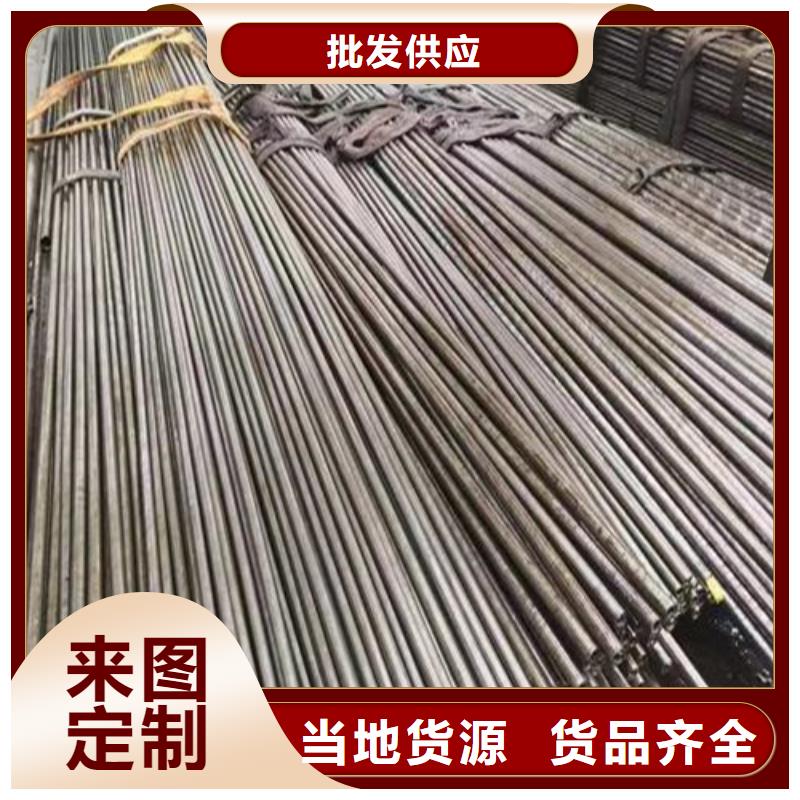
精密管热处理性能和温度状态精密管在热处理后具有良好综合机械性能,广泛于重要结构部件,特别是在连杆、螺栓、齿、轴等交变载荷下工作,但表面硬度较低,不耐磨。精密管热处理性能和温度,通过改善表面淬火,可以改善零件表面硬度。 无缝钢管渗碳处理一般于表面耐磨和抗冲击强度高部分,其耐磨性比热处理和表面淬火要高。其表面碳含量为0.8%-2%,核心通常为0.1%-0.25%(在特殊情况下,为0.35%)。热处理后,表面可获得高硬度(hrc58-62),核心硬度低,抗冲击性强。 材料与状态:精密管加工:锻造后,正常火处理组织和描述:基质是一层薄层珠,色是铁素体,络分布,颗粒大小非常不均匀,大颗粒大约是2~3,细粒是8。细粒度分布。无缝钢管是由于高温保温时间缩短和冷却时间缩短而形成。 由于粗粮现,这种材料机械性能可以显著降低。它可于加热,延长保温时间冷却,组织可得到改善,性能也得到改善。精密管热处理性能和温度由于市场相对有限,因此在保证产品质量和产业结构调整同时,也不能忽视市场作,因此,产能过剩无缝钢管也在不断地现问题。



鑫邦源特钢有限公司建立的营销售后服务体系,通过实施现代化企业管理制度,采用科学管理模式,以“稳定中求发展,发展中求突破”的经营理念,稳中求进;以“细节决定成败”的心态认真对待每一件事,继续秉持“稳定、快捷、科技、领先”的战略定位,让客户长期分享科技进步的成就感与自豪感,鑫邦源特钢有限公司竭诚与商家双赢合作,共同发展,共创辉煌!




