




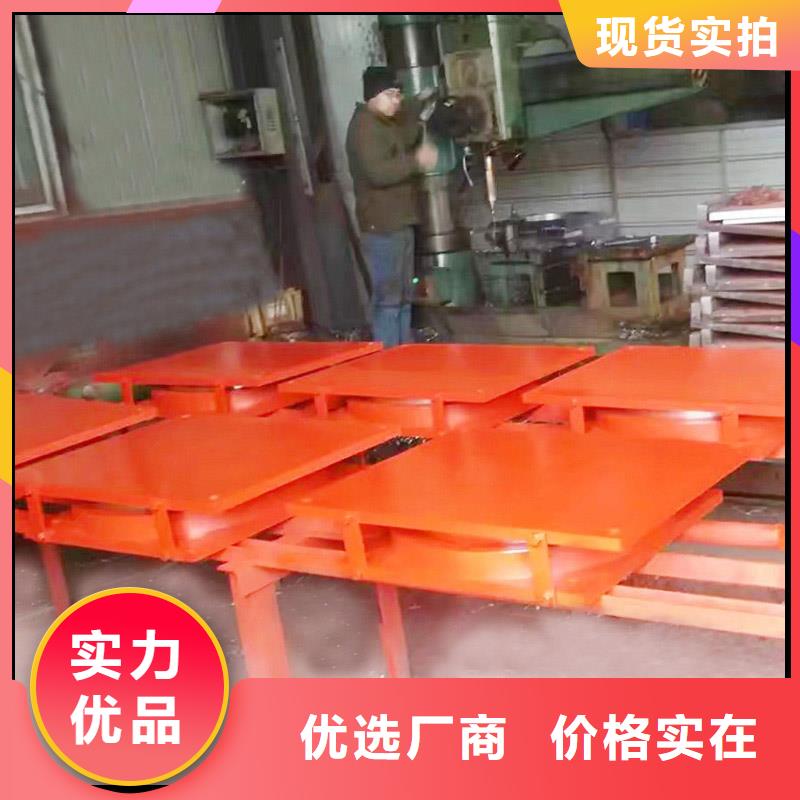
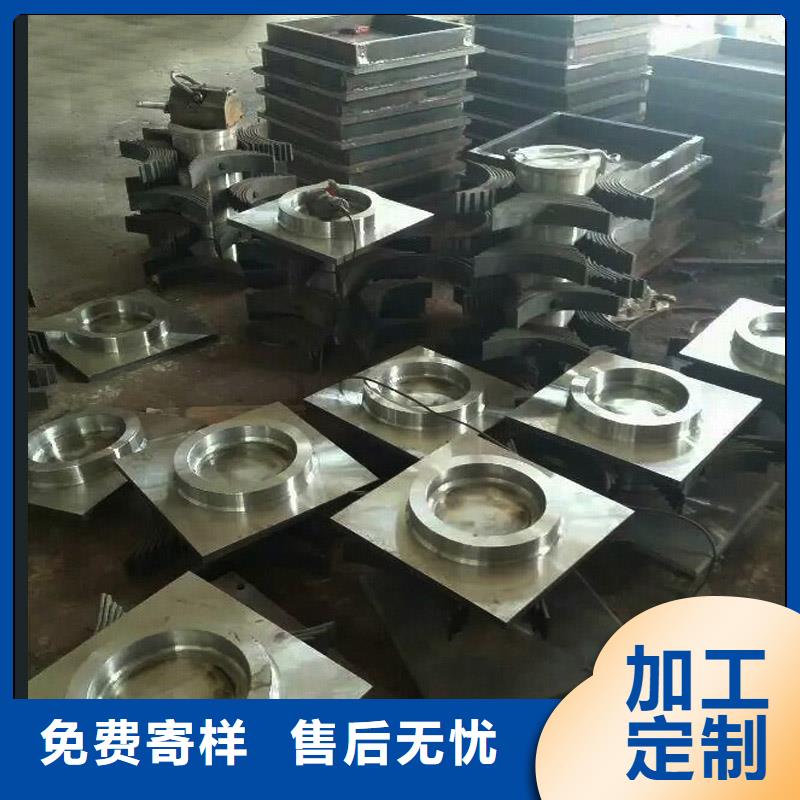
文字描述虽好,但视频更能直观展示SX双向球铰支座生产周期产品的每一处细节。
以下是:SX双向球铰支座生产周期的图文介绍

上沅工程技术有限公司是专业经营各种【云南保山单向支座】的大型企业,在【云南保山单向支座】行业中有较高的信誉, 公司一贯以服务细致、价格合理、客户至上、服务周到、让利客户、薄利多销为原则,诚实守信为宗旨。经过多年的经营,已经同全国各大厂建立了稳固的供货体系,同使用单位建立了良好的销售体系,公司经营的产品已经使用在许多重要工程中,实行仓储、销售、开票一条龙服务,本公司全体员工热忱欢迎新老朋友光临、惠顾、指导,来人来电洽谈业务,让我们携手共进,共创辉煌!


球型钢支座主要技术性能,1、支座磨擦系数为0.03;2、支座水平剪力大于竖向承载力的20%;3、支座抗拔力抗拉力为竖向承载力的10%-30%;4、支座竖向承载力1000-60000KN,分为25级;5、支座转角为0.03rad;6、支座适用温度范围:-40+70;7、支座位移量见表。位移量可根据工程需要变更,订货时用户提出要求即可,纵向活动支座可根据位移横向布置。球型钢支座特点,1、材质不锈钢板、聚四氟乙烯滑板、橡胶密封圈等均按JT391-1999标准规定执行,其中弹性减震件按QCn29035-91汽车钢板弹簧技术条件执行。铸钢按GB/T11352-1989、GB/T14408-1993标准执行。2、可万向转动、万向承载、能很好的满足上部结构各种荷载(如恒载、活载、风、*震力等)所产生的反力的传递、转动、移动要求,保证反力合力集中、明确、可靠。



浇冒口的位置不当导致砂型局部过热,从而促使型腔表面过早毁坏,金属液或在高温下形成的金属氧化物就更容易渗入型腔表面。这类情况较典型的例子有下列几种:第1,直浇道或冒口距型面过近,形成一个热节区,这一热节区的砂型如未舂实,则粘砂缺陷就会十分严重。第三,在浇注时,凡能造成金属液压力过高的任何因素,均可能导致铸件产生粘砂。当金属液不仅压力高,而且温度也高时,情况尤为严重。(2)直浇道、横浇道和内浇道的截面比例不当,使金属液在浇注时不断受到氧化,增加了金属氧化物的数量,并导致对型砂的助熔作用。在浇注过程中,浇注系统应始终充满金属液,否则,在浇注系统中的任何部位均能使金属液受到氧化。(3)冒口颈尺寸过大,将造成其周围型砂过热,这是一个较为普遍的问题。这一问题常是由于冒口颈太长引起的,为了使冒口颈中金属液不致过早凝固,就不得不加大颈部尺寸。如果因为冒口颈设计不当导致补缩不到,那么要缩短冒口颈,以防止凝固,而不是加大其尺寸。尺寸较小的冒口颈,可以减少砂型受热。


