
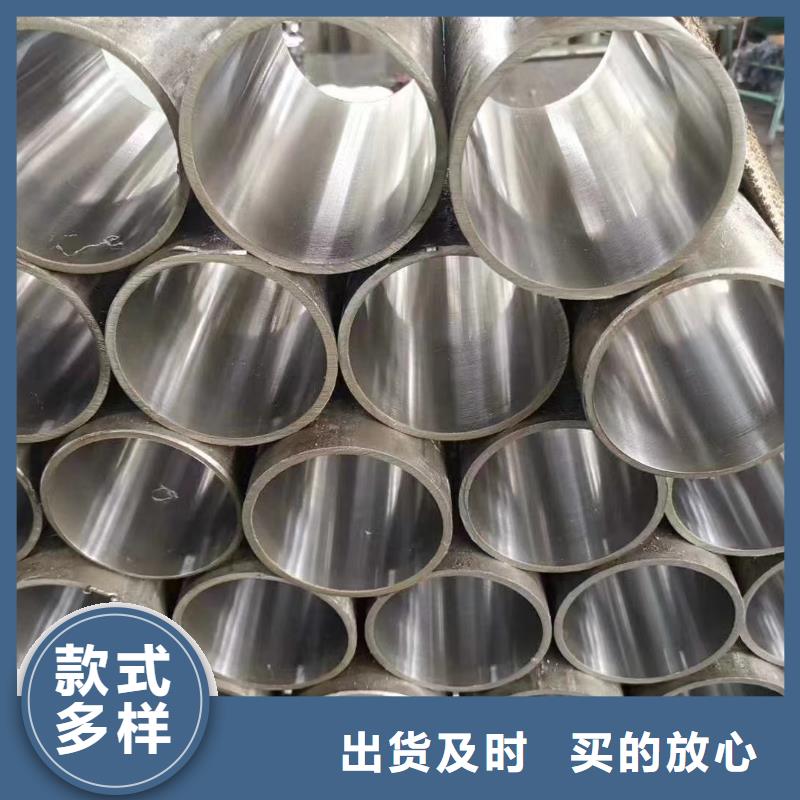


、由于无缝钢管精细铸造的缩短大大超越铸铁,为避免铸件呈现缩孔、无缝钢管缩松缺点,在铸造工艺上大都选用冒口和、冷铁和补助等办法,以完成次序凝结。
为避免无缝钢管铸件发生缩孔、缩松、气孔和裂纹缺点,无缝钢管应使其壁厚均匀、避免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及选用空 心型芯和油砂芯等来改进砂型或型芯的让步性和透气性。
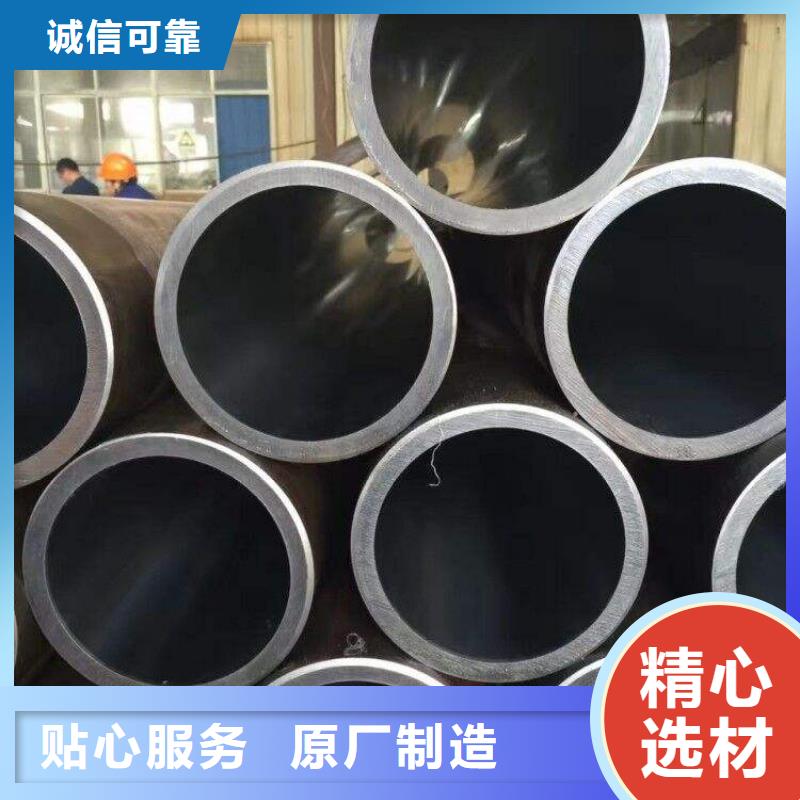
2、由于钢液的流动性差,为避免无缝钢管铸钢件发生冷隔和浇缺乏,铸钢件的壁厚不能小于8mm;选用干铸型或热铸型;恰当进步浇注温度,一般为1520°~1600℃,由于浇注温度高,钢水的过热度大、坚持液态的时间长,流动性可得到改进。可是浇温过高,无缝钢管会引起晶粒粗大、热裂、气孔和粘砂等缺点。因而一般小型、薄壁及形状杂乱的精细铸造件,其浇注温度约为钢的熔点温度+150℃。
以上是小编总结的一些资料,本公司生产的无缝钢管,质量有保障,欢迎咨询。


随着科技进步,自主研发,金海金属材料有限公司迅速发展成为固定资产雄厚、配套设施齐全、检测设备先进、 青海果洛精密管产品质量合格、科技管理完善,我们生产的 青海果洛精密管越来越受到用户的好评,欢迎新老客户来电咨询。



1949年建国初期,我国还不能生产无缝钢管。
当时只有上海,有一点钢管改制设备,但因缺乏热穿孔机械,不能用圆钢生产无缝钢管,又无法从国外进口毛管,只能采用进口或用过的旧无缝钢管改制为其它规格的无缝钢管。
(注:虽然在新中国成立前,日本侵略者曾在东北的鞍山于1935年建了一套生产直径为70-150mm的热轧无缝钢管机组,但是在1945年日本投降后,其设备全部都被苏联拆运到了原苏联现乌克兰的乌拉尔 钢管厂。所以在新中国成立时,我国是不能生产无缝钢管的)

