



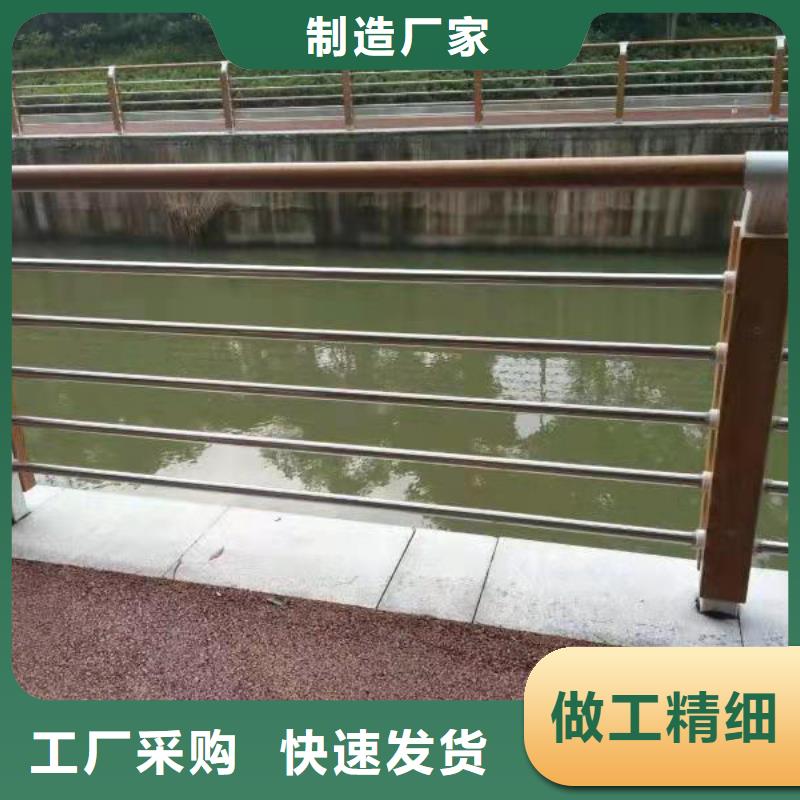
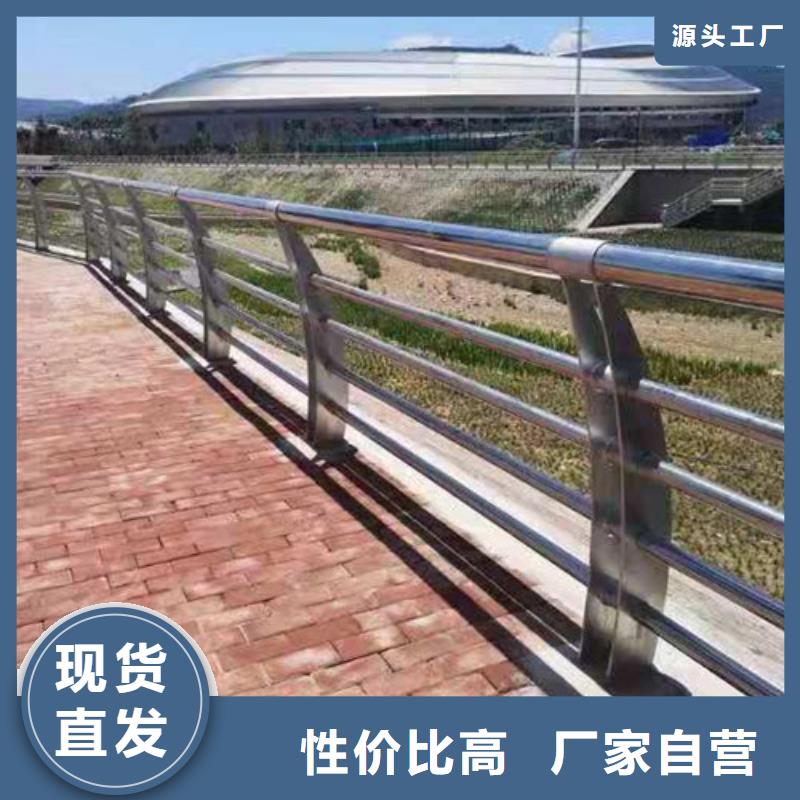

我们的不锈钢桥梁栏杆结构美观产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:不锈钢桥梁栏杆结构美观的图文介绍


随着时间的推移,不锈钢复合管的优越性显显露来,由于在同样冷却面积的情况下,不锈钢复合管的用料少于铜管,总的价钱并不贵,而且抗冲刷、抗腐蚀及机械性能良好,越来越多的电厂开端直接采用不锈钢复合管凝汽器。不锈钢复合管可靠、卫生环保、经济适用,使其具有更多其他管材不可替代的优点,工程中的应用会越来越多,运用会越来越进步,前景看好。对凝汽器改造后有如下优点:进步性能:不锈钢复合管本身较高的耐腐蚀性及耐磨损性,使其不象铜管那样由于思索腐蚀问题,通常要施行铁离子注入措施,在水侧构成铁质维护膜,招致为除去水侧堆积污垢设置的胶球清洗装置运用次数遭到限制,而且避免构成传热热阻的铁质维护膜和水速的进步,使冷却管内能坚持较清洁的状态,并使凝汽器性能得以维持,PH值可以进步,减少系统的腐蚀率。 通径大、阻力小。内衬不锈钢复合管其内层不锈钢仅3B8m,所以理论通径与规则通径基本相符。而且光滑、不结垢、阻力小、流水量大。工作压力高。内衬不锈钢复合管能保证工作压力大于5mpa以上,可以各类建筑给水工程需求。 但是,在运用的中,这类产品很可能会发作生锈的情况。而不锈钢复合管由于运用的是更为新型的材料,整个产品的重量普通都比较轻。在普通的情况下,在一定的时间之内,这类产品不可能会呈现生锈的情况。假定你家正需求改换管道,那么我们为什么不尝试运用这类的好产品呢。 不锈钢复合管这一新型绿色环保材料从此步入了良性展开轨道。不锈钢复合管厂家51规格不锈钢复合管护栏:不锈钢复合管栏杆,它不只具有不锈钢复合管的豪华美观和现代气息,又具有普通碳钢管的坚韧性。是价昂不锈钢复合管的替代品,它与钢板立柱配合,做成城市、道桥等的栏杆。 复合管坯制造有三种:由锻造坯料经过热穿孔和放大;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为nuval工艺,可以新型合金,但粉末制备本钱太高。复合的优缺陷分别为:优点:界面为冶金分别;中触及的力完好是压应力,因此特别合适于热加工性不好、塑性低的高合金金属的加工。



俊邦金属材料有限公司专注于【青海黄南不锈钢复合管护栏 】设计研发、生产制造以及销售,公司一直秉承着:用心铸就品质,诚信决定未来,服务即是生命的经营理念立足市场。不断发展,不断创新。公司具有先进设计研发技术,先进的设备,还有一批高素质的技术人员以及独有的经营理念不断突破创新与时俱进,打造行业高标准。 公司在开发区工业园设立了工厂,营销网络遍及全国,能够为客户提供快速**的服务。目前,公司产品的畅销中国,并出口到欧美、中东等地区。俊邦金属材料有限公司力助客户商业成功,欢迎洽谈。


不锈钢复合管栏杆市场行情报告从2015年上半年起,一些在不锈钢复合品牌,成为市场的主导。许多不锈钢复合管栏企业定牌生产的,这其中也包括。企业贴牌生产、,当然自己生产的自主品牌不锈钢复合管栏杆水平也可以达到国外产品水平。 据了解,国内有一家不锈钢复合管栏杆企业,在为一家不锈钢复合管栏杆知名企业贴牌生产时,仍然坚持自行设计制造的高品质,且好于(尤其在使用寿命)贴牌产品,从而了自主知识产权,没有因为生产贴牌产品而把自己的贡献给外商。 如何选择不锈钢复合管桥梁护栏面对这个问题,对来说,不算什么,对于新手这却不是很好把握,专家指出对于优质的不锈钢复合管桥梁护栏来说选材很重要,材质的好坏直接影响着产品的品质与使用年限,这关系到产品是否能用的达到使用年限,质量是否达标。 不锈钢复合管桥梁护栏是由复合管焊接而成的,管子的直径与强度直接影响到不锈钢复合管桥梁护栏的质量,在管材方面应选择是由正规厂家生产的优质产品;其次是不锈钢复合管桥梁护栏的焊接工艺,这方面主要是看人员。



焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。
