

不要错过这部精心制作的35#精密钢管拉丝产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
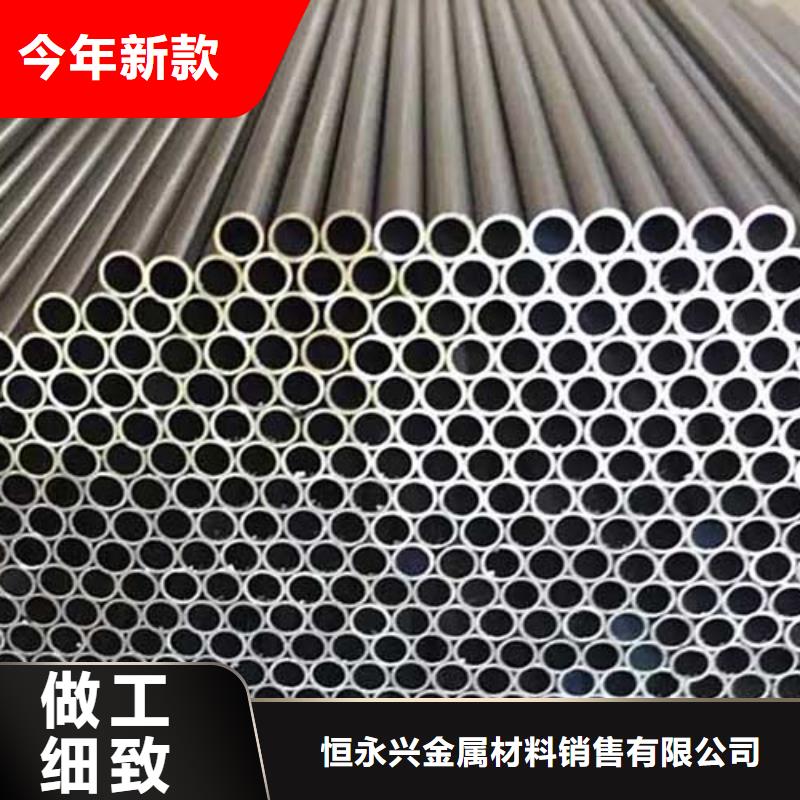
以下是:35#精密钢管拉丝的图文介绍

精密钢管在实际使用加工过程中免不了要进行切割,进而每种精密钢管的密度和各种金属的合金含有成分、硬度。延伸度等都是不一样的,所以在实际加工过程中要按照切割片的使用说明选择适合304/2B不锈钢的切割片进行裁切焊接,在选择切割片时一般切割片都会有使用说明,使用者可以按照切割片适用精密钢管进行选择使用,其次如果切割片没有使用说明可以咨询卖家进行选择切割片。其次切割片是安装在切割机上面的一种配件,在选择购买时一定要按照切割机型号进行购买使用,有时切割机安装切割片的孔径会大小不一,在选择购买切割片前要仔细阅读切割机使用切割片的型号进行使用。其实就在精密钢管开始,它的切割技术就已经发展相当不错了,我们从精密钢管的发展历史就可以看见。精密钢管(Steel pipe)生产技术的发展开始于自行车制造业的兴起、19世纪初期石油的开发、两次世界大战期间舰船、锅炉、飞机的制造,第二次世界大战后火电锅炉的制造,化学工业的发展以及石油天然气的钻采和运输等,都有力地推动着精密钢管工业在品种、产量和质量上的发展。精密钢管不仅用于输送流体和粉状固体、交换热能、制造机械零件和容器,它还是一种经济精密钢管。用精密钢管制造建筑结构网架、支柱和机械支架,可以减轻重量,节省金属20~40%,而且可实现工厂化机械化施工。用精密钢管制造公路桥梁不但可节省精密钢管、简化施工,而且可大大减少涂保护层的面积,节约投资和维护费用。所以精密钢管的切割工艺不是 两天形成的。而是经过长期的实践,自身进行不断探索学习发展成为自己的特色。大家可以关注精密钢管厂,了解更多的知识。


精密钢管在加工时的小细节介绍:如圆柱体或圆柱体,它可以是无缝管,但也具有高精度焊接和接收的细钢管的精度,并且在管子表面的表面光洁度高。热处理后,钢管表面无氧化膜,表面呈扁平状,无裂纹。冷弯不变形,可以承受高压,可用于各种变形和机械深加工。由于细钢管的内表面无氧化层,高压,无渗漏,精度高,光滑度高,冷弯不变形,张开,展平,无裂纹,因此主要用于生产。具有气动或液压组件的产品(例如气瓶或气瓶)可以是无缝的。焊接并接收的细钢管也具有高精度,并且管子表面的表面光洁度也很高。钢管进行热处理后,表面无氧化膜,钢管张开,展平,无裂纹,冷弯不变形。并能承受高压,能做到各种杂乱变形和机械深加工。
你知道精密钢管比其他钢管强在哪吗?今天精密钢管厂家就为大家详细介绍一下:体现精密钢管的高质量之处,主要是表现在尺寸精度和表面光洁度方面,即使是经过热处理之后,精密钢管表面也不会有氧化膜,冷弯不变形,因此能够进行更为复杂的机械加工处理,这些都是精密钢管的优势所在。在强大的外力作用之下,精密钢管的抗塑性和防断裂能力都有一定程度的。精密钢管通常都是冷轧式的精密光亮管,通常为了保证管道质量,都会在出厂前进行检测,包括有力学性能检测、工艺性能测试、涡流探伤,超声波探伤、液压试验、金相检测等等,管道应用的领域不同,测试的方法也有所区别。这类型的管道材料,同样是采用冷拔和热轧两种处理方法制造而成,能够承受更高的高压,而不会产生泄露情况,同时光洁度高,在冷弯状态下不会发生形变,这些都是精密钢管的优势。
你知道精密钢管比其他钢管强在哪吗?今天精密钢管厂家就为大家详细介绍一下:体现精密钢管的高质量之处,主要是表现在尺寸精度和表面光洁度方面,即使是经过热处理之后,精密钢管表面也不会有氧化膜,冷弯不变形,因此能够进行更为复杂的机械加工处理,这些都是精密钢管的优势所在。在强大的外力作用之下,精密钢管的抗塑性和防断裂能力都有一定程度的。精密钢管通常都是冷轧式的精密光亮管,通常为了保证管道质量,都会在出厂前进行检测,包括有力学性能检测、工艺性能测试、涡流探伤,超声波探伤、液压试验、金相检测等等,管道应用的领域不同,测试的方法也有所区别。这类型的管道材料,同样是采用冷拔和热轧两种处理方法制造而成,能够承受更高的高压,而不会产生泄露情况,同时光洁度高,在冷弯状态下不会发生形变,这些都是精密钢管的优势。



我们的使命是成为具创新的 辽宁不锈钢管企业,并在所服务的 辽宁不锈钢管市场中成为备受推崇的供应商。恒永兴金属材料销售 有限公司会自始至终保持 辽宁不锈钢管产品的高品质,并且不短推陈出新,为新老客户创造更高的价值。


精密异型钢管在退火时有时会出现局部波浪形的情况,为了避免这种情况的发生,我们在生产这种钢管时哪些地方是需要注意的?接下来小编来为大家介绍下。1.通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。2.在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。3.为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。4.正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。5.生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。6.碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。7.保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。



