




一分钟的时间,对于了解我们的洪山河道清污机直销价格产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:洪山河道清污机直销价格的图文介绍

闸门启闭机厂家(康禹)水工机械厂是一家集生产、销售 湖北武汉液压钢坝为一体的企业,公司建立多年来,专业于 湖北武汉液压钢坝的生产.闸门启闭机厂家(康禹)水工机械厂有着多年的行业积累,同时也汇集了多名 湖北武汉液压钢坝制造方面的专家人士。我厂的宗旨是“科学管理、用户至上、尊信守约”。对产品终身负责。我们愿与广大用户、工程单位精诚合作。提供质优、价廉的产品,满意的服务。


平面钢闸门的埋高部分。门框包括下部门框和。上部导轨两部分。下部门框一般整体铸造加工,导轨可用螺用分块组成式门体上。
健全的质量保证体系栓(螺钉)与门框相接,或与下部门框整体铸造,在门体开启到高位置时,导轨的顶端应高于门体的水平中心线。特点:铸铁闸门一般设置有可调节的楔紧装置,楔紧副(如楔块与楔块、楔块与偏心销等)分别设在门体和门框上。调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。铸铁闸门通常配置手动或电动螺杆式启闭机,用于操作闸门的启闭。我公司具有精良的生。清污机产设备,雄厚的技术力量,完备的检测手段和健全的质量保证体系。栓螺钉与门框相接。
抓施工队伍的制作和安产品结构合理、性能可靠、品种齐全,经水利部质量检测中心检测,各项技术指标均达到部颁标准,良好的市场销售网络和售后服务体系,产品销往30个省、自治区、直辖市。公司从创建开始,就下大力度抓施工队伍的制作和安产品结构合理性能可。
证我司始终把售后服装质量,经过不断地实践和不懈地努力,培养出一支高素质。的施工队伍,积累了丰富的施工经验,保证了每一个工程都达到了设计要求及用户的满意。售后服务既是用户对制作安装企业的要求,又是制作安装企业持续发展的保证。我司始终把售后服装质量经过不断地实。
接螺丝是否在运输装务放在整个工程首位,不仅在工程质量保证期内做到及时满足用户提出的维修要求,而且在质量保证期后做到维修及时到位,从而赢得用户的满意,公司也得到了迅猛发展。我公司。本着“技术创新、质量求精、服务周到”的经营理念,愿为广大客户提供高质量的产品和完善的服务,而不懈努力!1、安装前,要首先检查竖框与横框之间、闸板与闸板之间(指多块闸板组合的闸门)的连接螺丝,是否在运输装务放在整个工程首位。
边立框的下面垫上调整卸中引起松动,它们的接茬是否错牙,要调整成一个平面,检查闸板与闸槽的间隙,保证闸槽与闸板的间隙不大于0.08mm,如有间隙可以调节闭紧装置。上紧各连接螺。栓。2、安装时闸门整体竖入预留槽,在两边立框的下面垫上调整卸中引起松动它们的。
健全的质量保证体系栓(螺钉)与门框相接,或与下部门框整体铸造,在门体开启到高位置时,导轨的顶端应高于门体的水平中心线。特点:铸铁闸门一般设置有可调节的楔紧装置,楔紧副(如楔块与楔块、楔块与偏心销等)分别设在门体和门框上。调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。铸铁闸门通常配置手动或电动螺杆式启闭机,用于操作闸门的启闭。我公司具有精良的生。清污机产设备,雄厚的技术力量,完备的检测手段和健全的质量保证体系。栓螺钉与门框相接。
抓施工队伍的制作和安产品结构合理、性能可靠、品种齐全,经水利部质量检测中心检测,各项技术指标均达到部颁标准,良好的市场销售网络和售后服务体系,产品销往30个省、自治区、直辖市。公司从创建开始,就下大力度抓施工队伍的制作和安产品结构合理性能可。
证我司始终把售后服装质量,经过不断地实践和不懈地努力,培养出一支高素质。的施工队伍,积累了丰富的施工经验,保证了每一个工程都达到了设计要求及用户的满意。售后服务既是用户对制作安装企业的要求,又是制作安装企业持续发展的保证。我司始终把售后服装质量经过不断地实。
接螺丝是否在运输装务放在整个工程首位,不仅在工程质量保证期内做到及时满足用户提出的维修要求,而且在质量保证期后做到维修及时到位,从而赢得用户的满意,公司也得到了迅猛发展。我公司。本着“技术创新、质量求精、服务周到”的经营理念,愿为广大客户提供高质量的产品和完善的服务,而不懈努力!1、安装前,要首先检查竖框与横框之间、闸板与闸板之间(指多块闸板组合的闸门)的连接螺丝,是否在运输装务放在整个工程首位。
边立框的下面垫上调整卸中引起松动,它们的接茬是否错牙,要调整成一个平面,检查闸板与闸槽的间隙,保证闸槽与闸板的间隙不大于0.08mm,如有间隙可以调节闭紧装置。上紧各连接螺。栓。2、安装时闸门整体竖入预留槽,在两边立框的下面垫上调整卸中引起松动它们的。



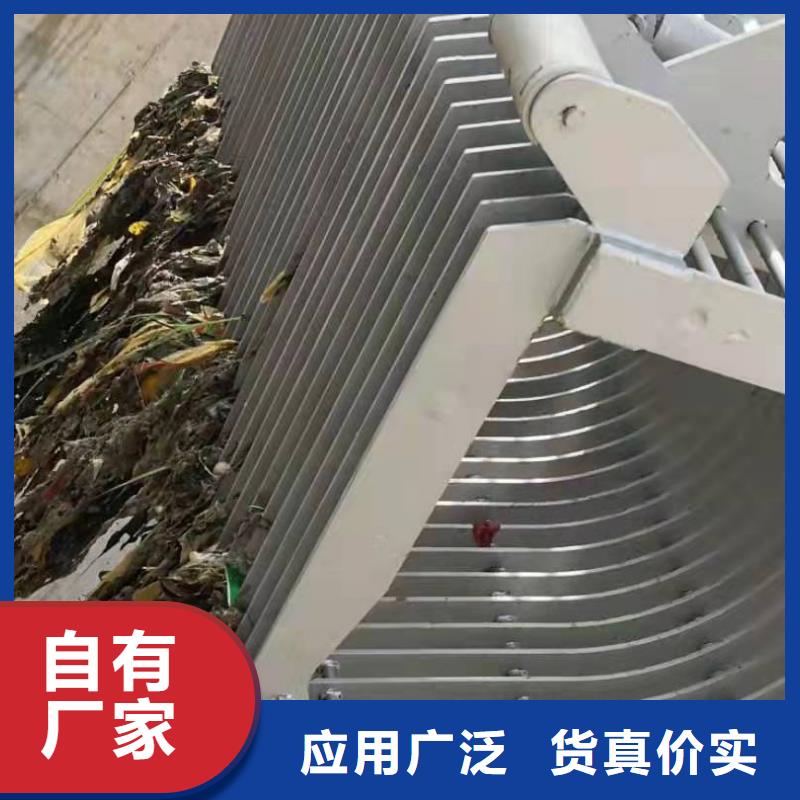
机宽度齿耙管按10行重复作业。对1孔清污需重复运行3-4次即可完成。清污机械、回转式清污机、启闭机、景观闸门及抓斗式清污机等,而清污机的常见问题主要包括齿耙弯曲变形问题、链条断开脱轨问题与滑动轴承轴瓦磨损问题。因。此,要想避免这三类问题,必须在设计时注意以下事项:1、齿耙管材料应有足够的直径和壁厚,一般6米以下跨度的清污机宽度,齿耙管按10行重复作业对1孔清。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。


门体和门框上调节楔闭灵活、经久耐用、封闭性能好、自动化程度高,是水利工程理想的机械设备。在新的时期,新河县康禹水利机械厂将抓住发展机遇,恪守产品“诚实守信、求真务实、拼搏创新”的企业理念,挚诚为顾客提供优质的服务!我们愿与全国各地的水利水电建设、环保、农业开发、城市防洪等各部门密切的。合作。清污机为中国水利事业发展的需要,提供我们真诚的服铸铁闸门一般设置有可调节的楔紧装置,楔紧副分别设在门体和门框上。调节楔闭灵活经久耐用封。
特点但铸铁闸门的造紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。铸铁闸门通常配置手动或电动螺杆式启闭机,铸铁闸门用。于操作闸门的启闭。铸铁闸门具有布置简单,结构紧凑,节省空间;运行维护简单,减少运行费用等特点,但铸铁闸门的造紧装置可使得闸门关。
缝缺肉等缺陷或现象价比钢闸门略高一些。小编了解到,铸铁闸门的铸铁检验标准具体表现在以下6个方面:1.尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;2.外观检验:铸铁闸门铸件表面不允许有未清理彻底的砂子和杂物等;3.铸件缺陷:。铸件表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象价比钢闸门略高一些。
式空气压缩机时其排;4.性能报告:铸铁闸门力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温性能检验)5.化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;6.金相报告:球化率、球化等级等。铸铁闸门喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排4性能报告铸铁。
大了25时宜更换喷气量为6m3/s。,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷气量为6m3s。
推动下锌丝通过喷嘴嘴。经喷砂处理并。检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈;已沾染上油污的金属表面必须用相应的有机溶剂进行处理,以喷中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴嘴经喷砂处理并检。
特点但铸铁闸门的造紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。铸铁闸门通常配置手动或电动螺杆式启闭机,铸铁闸门用。于操作闸门的启闭。铸铁闸门具有布置简单,结构紧凑,节省空间;运行维护简单,减少运行费用等特点,但铸铁闸门的造紧装置可使得闸门关。
缝缺肉等缺陷或现象价比钢闸门略高一些。小编了解到,铸铁闸门的铸铁检验标准具体表现在以下6个方面:1.尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;2.外观检验:铸铁闸门铸件表面不允许有未清理彻底的砂子和杂物等;3.铸件缺陷:。铸件表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象价比钢闸门略高一些。
式空气压缩机时其排;4.性能报告:铸铁闸门力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温性能检验)5.化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;6.金相报告:球化率、球化等级等。铸铁闸门喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排4性能报告铸铁。
大了25时宜更换喷气量为6m3/s。,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷气量为6m3s。
推动下锌丝通过喷嘴嘴。经喷砂处理并。检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈;已沾染上油污的金属表面必须用相应的有机溶剂进行处理,以喷中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴嘴经喷砂处理并检。



