


为了给您提供更的焊管现货充足产品信息,解锁焊管现货充足产品新体验,视频带你玩转每个细节!
以下是:焊管现货充足的图文介绍


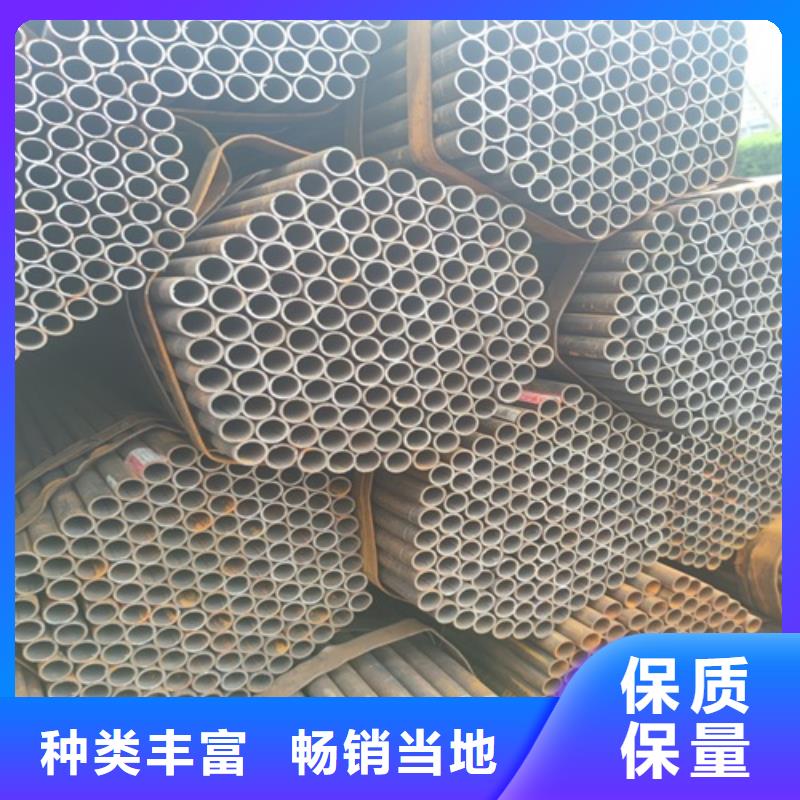
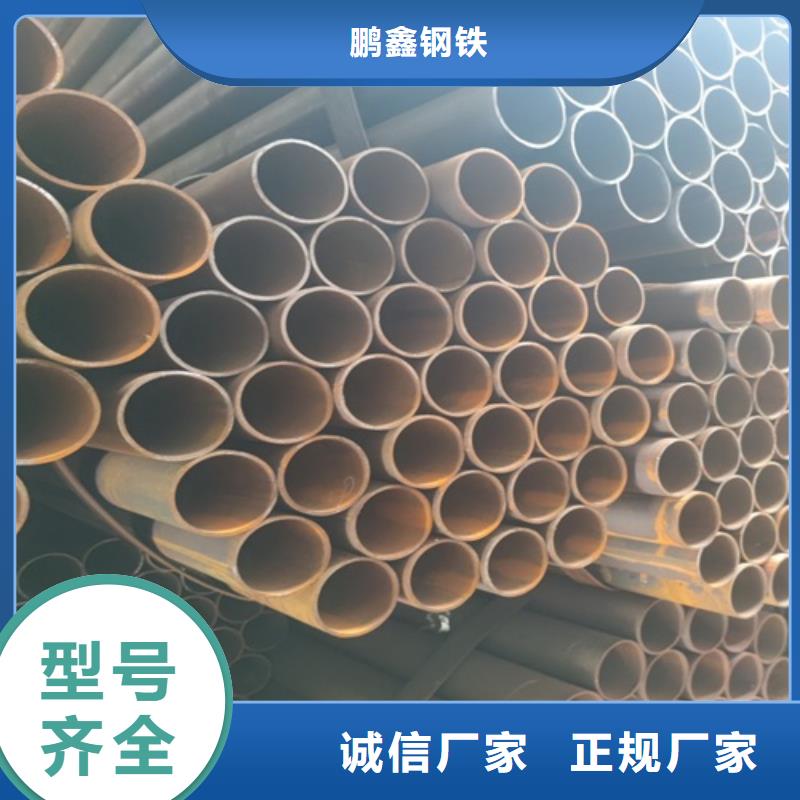
焊管工艺 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 直缝焊管检验方法 直缝焊管质量检验方法有很多种,其中物理方法也是常用的检验方法,物理检验就是利用一些物理现象进行测定或检验的方法。一般都是采用无损探伤的方法。当前的无损探伤有磁力探伤、超声波探伤、射线探伤、渗透探伤等。 直缝焊管淬火 直缝焊管表面淬火回火热处理通常用感应加热或火焰加热的方式进行。主要技术参数是表面硬度、局部硬度和有效硬化层深度。硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。试验力(标尺)的选择与有效硬化层深度和直缝焊管表面硬度有关。



鹏鑫钢铁有限公司生产制造 山西阳泉镀锌钢管厂等产品。本企业文化是企业发展的原动力,公司历来注重企业的文化建设,以人为本,厚德载物,共赢俱进,从 山西阳泉镀锌钢管厂产品的开发,企业的管理到市场的推广都赋予人性化的理念。在人才的引进和培养、提拔上奉行“德才兼备,唯才是举”的原则,吸引了一大批各地的人才共创事业。


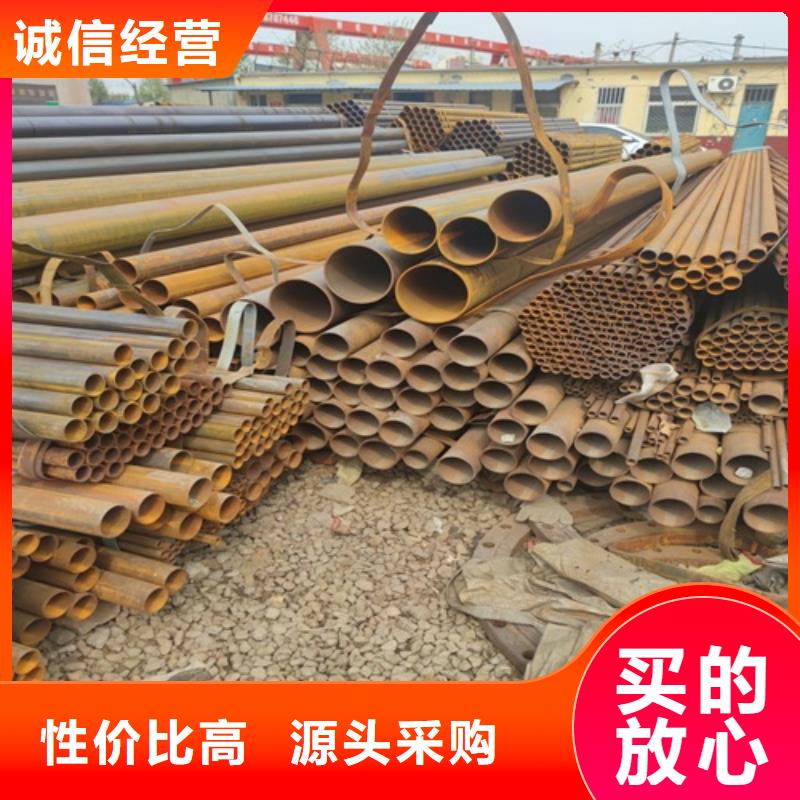
焊管的主要生产步骤 焊管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。 原材料在投入前都要经过严格的理化检验,带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送;采用外控或内控辊式成型。;采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 焊管焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。再采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 焊管的焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。



pengxingt

华尔网冷轧焊管主要用于换热器管、流体管、压力管道、建材结构用管、城市景观、等行业上,年消耗量在70万t左右。 工业用冷轧焊管需求比较高,而且生产工艺成熟,目前我国年用工业用冷轧焊管量大约15万t左右,一部分仍需要进口。 从国产冷轧焊管管产品上看,钢种以奥氏体钢为主; 产品品种有:无缝钢管包括冷拉管、冷轧管、热挤压管、离心铸造管、旋压管; 华尔网焊接钢管包括:等离子焊、氩弧焊、埋弧焊、光速焊接和高频焊接等焊管,所能生产的冷轧焊管管基本上覆盖了世界各国标准的品种规格,冷轧焊管异型管的规格、品种也达百种以上,产品用途涉及工业、民用的众多领域
