
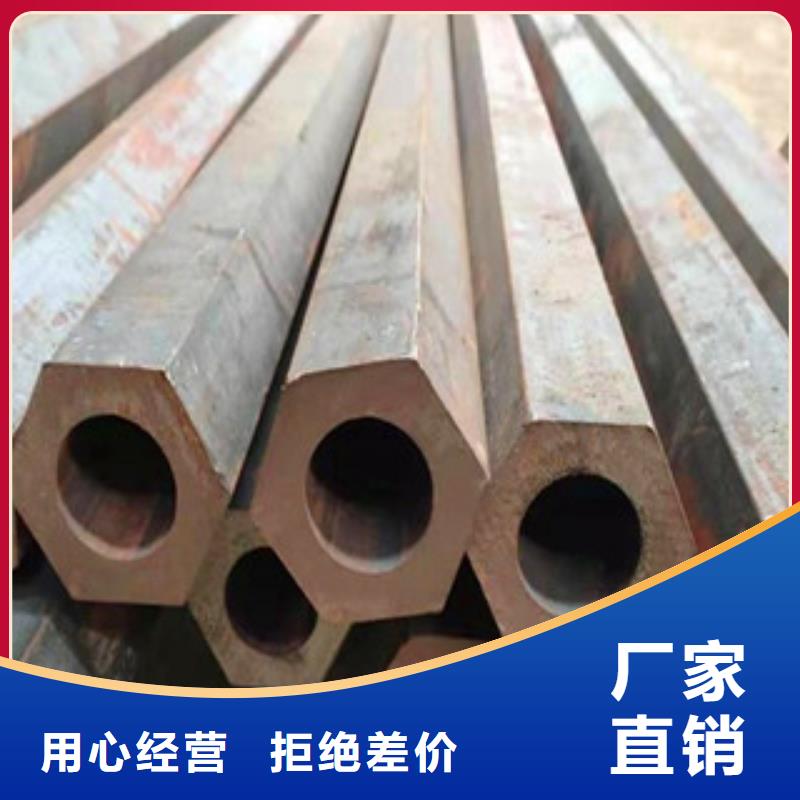

想要快速了解六角管长期合作产品?视频给你直观的感受!
以下是:六角管长期合作的图文介绍

怎样简便的安装矩形钢管呢?在使用矩形钢管的期间应当周密一下:要注意收拾矩形钢管的管口,注定要将承口中的全体杂物都了解并擦洗爽脆。要清理胶圈及上胶圈,要将胶圈上的粘着物都清楚擦拭干净,并且要把胶圈弯成“梅花状”或许是8字形后才装入承口槽内里去,而且要用手沿着全盘胶圈来了却按压一遍,又或者是用橡皮锤将其砸实了,以保证胶圈的每一个控制都不会翘起或扭曲,之后要均匀地将将胶圈卡在承口槽里面。在插口的外外延以及胶圈的上面涂上一层光滑剂,要将润滑剂均匀地涂刷在承口那装配好了的胶圈里面的表面内,而且在插口的轮廓面涂刷润滑剂的时候要将插口线以外的插口的部位都要全盘刷均匀。必必要听命下管的哀求讲矩形钢管下到槽底去,我们通常都市选择人为下管的格局或者是机械下管的方式来进行驾驭。要把准备好了的机具确立安装到位,而且在安装的时候要注意不要把仍旧清理已毕的矩形钢管部位进行二次混浊。在安装的时候,要先将插口放进承口里面而且插口必须要压到承口里的胶圈上面,接好钢丝绳以及倒链并拉紧倒链,而且承口与插口之间必须留有不实2mm的间隔,并且要确保承口住址外沿到胶圈的隔绝都必须一概。 矩形钢管混凝土的抗压强度高,但抗弯能力很弱,而钢材,特别是型钢的抗弯能力强,具有良好的塑性,但在受压时容易失稳而丧失轴向抗压能力。而矩形钢管混凝土在结构上能够将二者的优点结合在一起,可使矩形钢管混凝土处于侧向受压状态,其抗压强度可成倍提高.同时由于矩形钢管混凝土的存在,提高了钢管的刚度,两者共同发挥作用,从而大大地提高了承载能力。矩形钢管混凝土作为一种新兴的组合结构,主要以轴心受压和作用力偏心较小的受压构件为主,被广泛使用于框、排架结构中。对于大偏心受压构件宜采用格构式构件。厂房柱和构架柱可根据厂房规模、结构形式、荷载情况和使用。 施工方便,工期缩短,节能减排,矩形钢管混凝土柱的零件较少,焊缝少,构造简单,柱脚常采用在矩形钢管混凝土基础上预留杯口的插人式柱脚,因而工厂制造比较简单,同时构件自重较小,运输和吊装也较易,施工很简便,而且矩形钢管混凝土柱采用板材卷制,板材厚度都不大,一般在40m以内,无论工厂焊接和现场进行对接,都没有什么困难。矩形钢管混凝土结构施工时,钢管可以做为劲性骨架承担施工阶段的施工荷载和结构重量,施工不受矩形钢管混凝土养护时间的影响,大大节省了时间。 矩形钢管按生产方法可分为两大类:无缝矩形钢管和有缝矩形钢管,有缝矩形钢管简称为直缝矩形钢管。无缝矩形钢管按生产方法可分为:热轧无缝管、冷拔管、精密矩形钢管、热扩管、冷旋压管和挤压管等。无缝矩形钢管用优质碳素钢或合金钢制成,有热轧、冷轧(拔)之分。焊接矩形钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊接矩形钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造方法上,又分为低压流体输送用焊接矩形钢管、螺旋缝电焊矩形钢管、直接卷焊矩形钢管、电焊管等。无缝矩形钢管可用于各种行业的液体气压管道和气体管道等。焊接管道可用于输水管道、煤气管道、暖气管道、电器管道等。 影响异型管壁厚等级的因素:腐蚀余量是考虑因介质对异型管的腐蚀而造成的管道壁厚减薄,从而增加的管道壁厚值。它的大小直接影响到壁厚的取值,或者说直接影响到壁厚等级的确定。许多的工程公司或设计院通常都将腐蚀余量分为四级:无腐蚀余量,对一般的不锈钢管道多取该值;1.6mm腐蚀余量,对于腐蚀不严重的碳素钢和铬钼钢多取该值;3.2mm腐蚀余量,对于腐蚀比较严重的碳素钢和铬钼钢管道多取该值;加强级腐蚀余量,对于有固体颗粒冲刷等特殊情况下的管道,根据实际情况确定其具体值。


万盛达钢铁有限公司已拥有30多名核心精英队伍,已拥有现代化的办公设备,完善的管理、销售、物流、服务为一体的管理系统,拥有高文化、高素质、高技术的核心精英队伍,赢得国内外广大用户的信赖和好评,从而建立了巩固的合作关系,因此公司的业务得以日益发展,占有了国内外 安徽黄山消防镀锌无缝管、镀锌管、镀锌带方管、冷镀锌管厂家行业的大量市场。能为客户提供高品质、好价格的 安徽黄山消防镀锌无缝管、镀锌管、镀锌带方管、冷镀锌管厂家产品,以质量和服务深受国内外厂家、经销商的信赖和支持。



工艺要求进行等温淬火的异型管有的可不进行回火处理。但对于部分淬火的异型管,其内部残留奥氏体将会在随后的空冷过程中转变为马氏体,因此必须进行回火处理,目的是无缝钢管脆性和稳定尺,需要注意的是回火温度应低于等温温度。钢种限制如对碳素无缝异型管等淬透性较低的钢种进行等温淬火,应当适当提高淬火加热温度,增加奥氏体的稳定性,避免和防止在等温过程中发生高温非贝氏体的转变。 时间要求等温淬火的温度和时间应根据异型管的性能要求,参照该钢种的C曲线来确定,原则是奥氏体全部转变为下贝氏体,关于冷却介质通常采用硝盐浴溶液,为保证温度的稳定,应在介质中加入冷却装置,以防止介质温度的提高而影响到淬火质量。另外等温时间的长短应以异型管组织转变结束为基准,过长则降低了作业效率,因此要认真对待。 异性钢管概念有哪些?【1】异形钢管,矩管,方管尖角的概念:异形钢管,矩管,方管传统的焊接不锈钢方矩形管,通常用一架土耳其头辊配几道方矩形轧辊来出产。出产主要靠平辊轧制整型,因为平辊是两辊式构造形式,存在方矩形管四个角的辊缝不等和角部受力状况不共同的疑问,造成方矩形管四个角不尖不等,R=1.2t,矩形管尺为外圆角半径,f为壁厚。尽管契合有关公司标准,但不能满意用户对商品的高质量的需求。新式规划采用了土耳其头四辊轧制整型,因为土耳其头上装的四辊构造一样,四个角的辊缝持平,角部受力状况共同,当轧制力足够大时,角部发生塑性变形使金属填充角部,管的外外表构成了平面与弧面之间的交线——即尖角,【2】尖角异形钢管,矩管,方管变形机理在土耳其头四辊中心线处管坯横截面,矩形管的尖角构成机理与一般方矩形管靠弯曲成角是不同的,它靠的是轧辊的轧制力,经过弧形拱发生挤压力F,如图2所示,使钢带角部发生塑性变形从而使异形钢管,矩管,方管填充角部而成。弧形拱对角填充的压力土耳其头四辊在一定的弧面作用于钢带的同一横截面,满意式(1)的条件,即可经过轧辊压力使角部金属发生塑性变形,构成尖角。 不锈钢异型管是较新的技术:(一)高频焊,高频焊用于焊接不锈钢异型管是较新的技术。其生产的经济性,高频焊接具有较电源功率,对不同的材质、外径壁厚的管材都能达到较高的焊接速度。与氩弧焊相比,是其高焊接速度的10倍以上。因此,生产一般用途的不锈钢管具有较高的生产率。因为高频焊接速度高,给焊管内毛刺的去除带来困难。目前,高频焊不锈钢异型管尚不能为化工、核工业所接受,这也是其原因之一。从焊接材质看,高频焊可以焊接各种类型的奥氏体不锈钢管。同时,新钢种的开发和成型焊接方法的进步,也成功地焊接了铁素体不锈钢AISI409等钢种。(二)氩弧焊,不锈钢异型管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨极惰性气体保护的氩弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在化工、核工业和食品等工业中得到广泛应用。焊接速度不高是氩弧焊的不足之处,为提高焊接速度,国外研究开发了多种方法。其中由单电极单焊炬发展采用多电极多焊炬的焊接方法在生产中应用。70年代德国首先采用多焊炬沿焊缝方向直线排列,形成长形热流分布,明显提高焊速。一般采用三电极焊炬的氩弧焊,焊接钢管壁厚S≥2mm,焊接速度比单焊炬提高3-4倍,焊接质量也得以改善。氩弧焊与等离子焊组合可以焊接更大壁厚的钢管,此外,在氩气中5-10%的氢气,再采用高频脉冲焊接电源,也可提高焊接速度。多焊炬氩弧焊适用于奥氏体和铁素体不锈钢异型管的焊接。(三)组合焊接,不锈钢异型管的各种焊接方法均有各自的优点和不足。如何扬长避短,将几种焊接方法加以组合形成新的焊接工艺,满足人们对不锈钢管质量和生产效率的要求,是当前不锈钢焊接技术发展的新趋势。经过近几年的探索研究,组合焊接工艺已取得了进展,常见的组合方法有:氩弧焊加等离子焊、高频焊加等离子焊、高频预热加三焊炬氩弧焊、高频预热加等离子加氩弧焊。组合焊接提高焊速十分显着。对于采用高频预热的组合焊接异型管焊缝质量与常规的氩弧焊、等离子焊相当,焊接操作简单,整个焊接系统易实现自动化,这种组合易于与现有的高频焊接设备衔接,投资成本低,效益好。 如何区分异型管:实话说,现在建筑行业所使用的钢材种类还是很多的,而有一种叫异型管的质量优越、价格实惠,使用范围很广,一直备受人们的喜爱。而很多人却并不知道如何去区分异型管。异型管主要是区别于圆形钢管和方形钢管的其他形状的钢管,异型管分为焊接异型管和无缝异型管。不仅是在建筑业,在一些机械加工厂也是经常会使用到的。异型管的加工方式主要分为两种一种是用圆形钢管变形另外一种则是用钢板直接卷成成品异型管。

