



Q355D防撞护栏厂家批发价格的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:Q355D防撞护栏厂家批发价格的图文介绍


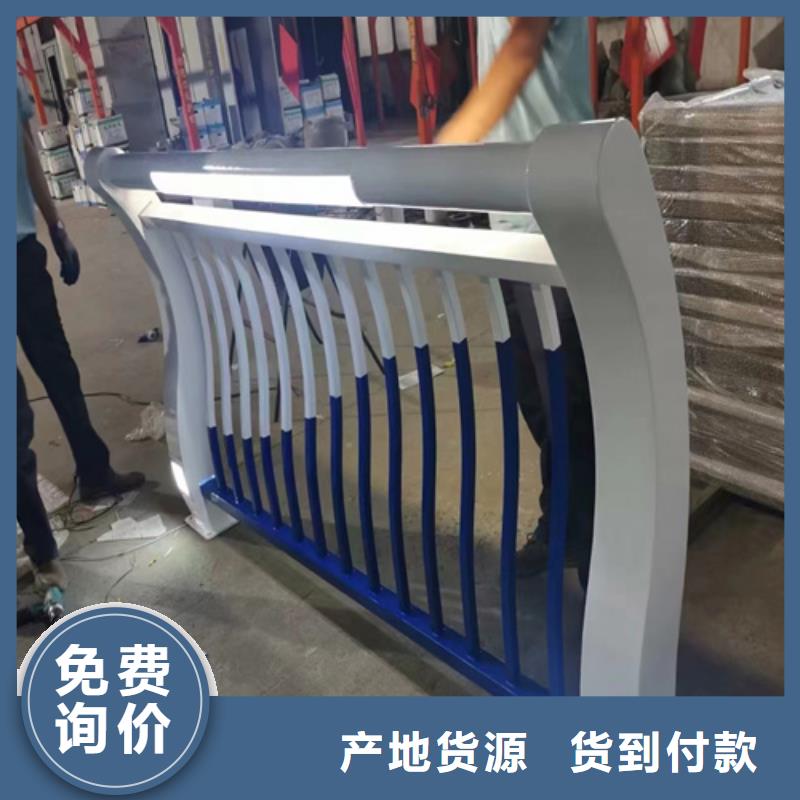
河道桥梁防撞护栏价格接头焊接的原则碳钢与河道桥梁防撞护栏价格的物理性能差异很大,其中桥梁河道护栏价格的线膨胀系数比碳钢约大 50%,且桥梁河道护栏价格的热导率仅为碳钢的 1/3左右。还要考虑到碳钢与桥梁河道护栏价格的焊接性能。碳钢是所有钢材中焊接的,只是在焊接线能量过大时热影响区的晶粒过于粗大,从而降低冲击韧性。 桥梁河道护栏价格一般情况下比较容易焊接,但由于其线膨胀系数大而热导率小,其焊接接头内有较大的残余应力。河道桥梁防撞护栏价格接头焊接有一个原则:不得在河道桥梁防撞护栏价格复层上采用碳钢焊条或低合金钢焊条施焊,只允许采用不锈钢焊条在碳钢基层上施焊。河道桥梁防撞护栏价格和碳钢之间的互熔,是一个复杂的合金化过程,如果河道桥梁防撞护栏价格复层上熔焊碳钢,碳钢的焊缝金属被不锈钢母材稀释后形成中合金钢焊缝金属,在快速冷却的作用下,它必然变得硬而脆,并对冷裂极为敏感,其过渡层硬化带的厚度可达2.5mm以上,而碳钢基层上熔焊桥梁河道护栏价格,桥梁河道护栏价格的焊缝金属被碳钢母材少量稀释后仍是铬镍型不锈钢,只是降低了桥梁河道护栏价格焊缝中的铬镍含量,增加了碳含量,虽易产生脆而硬的马氏体组织,但其过渡层的硬化带厚度小于lmm。



宏达友源金属制品有限公司创建于2008年10月,厂家位于经济繁华的聊牛路与东环路向东,地理位置优越,交通十分便捷。厂家经过几年来的艰苦创业与诚信经营,现拥有一套完善的生产【广东云浮道路隔离护栏厂家、景观灯光护栏厂家、桥梁防撞栏杆厂家、复合管防撞栏杆厂家】管理体系与健全的销售网络。


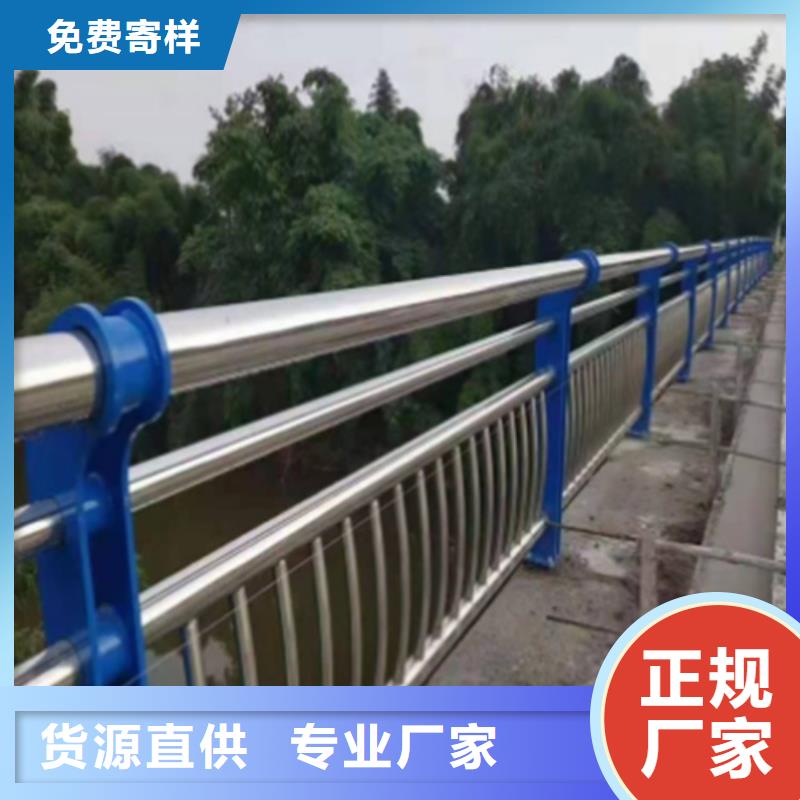
不锈钢碳素钢复合管的新展开趋向不锈钢碳素钢复合管价钱总体上能坚持在水平,且不锈钢碳素钢复合管价钱能与不锈钢碳素钢复合管价钱同步并坚持合理价差;严厉的环保管理、时节性限产与错峰消费、恶劣天气的暂时停产以及城市供暖季的限产措施,已基本构成常态化。 不锈钢复合管的用处有很多,普通常见的就是小区栏杆,道路护栏,桥梁护栏,景观护栏等,外表美观,稳定耐用,强度高。还有就是晾衣架用的。普通机械上用的都是外复不锈钢复合管,内衬无缝碳素钢管。欢迎。产品规格φ5mm—φ630mm,壁厚0.3mm—25mm,表面光亮度可达320#—600#。 不锈钢碳素钢复合管表面豪华美观因它表面为不锈钢材质,所以它具有不锈钢的华美外表。若把它和纯不锈钢板一同,外表完好一样,没有任何区别。格低:复合板的中间层为碳素钢,而碳素钢的价钱远远低于不锈钢。复合板屈服强度高,在运用时可恰当复合板的厚度。 固然往常的一些锌钢护栏或者是铝合金护栏,是不容易生锈的,而且看上去愈加的美观,但是在厚度和强度上却并不高,很容易呈现问题。但是这样的不锈钢护栏,就可以很好地处置了这一问题。由于是不锈钢材质的,所以在厚度以及其强度上,也是能够让人们愈加的放心,从而可以保证了一定的强度和厚度,成为了往常很多的中央可以放心运用到的护栏。 不锈钢复合管厂家年销售额企业秉承“以诚为本、兴业、有诺必践、效劳”的运营理念,不时坚持“人无我有、人有我精、人精我新”的展开目的。向宽广用户提供质优价廉的具有宽广应用前景和展开方向的产品。为进一步使企业的工作走上科学化轨道,本严厉按照ISO9001:2000(、APISPECQ1:2007(第8版)、API规范5LD(1998版)及压力管道元件的央求,产品能更好地顾客的央求,使企业在市场竞争中安康、稳步地展开。



桥梁防撞护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。

