

无需繁琐的文字描述,观看我们的视频,让45#精密管支持非标产品一览无余!
以下是:45#精密管支持非标的图文介绍

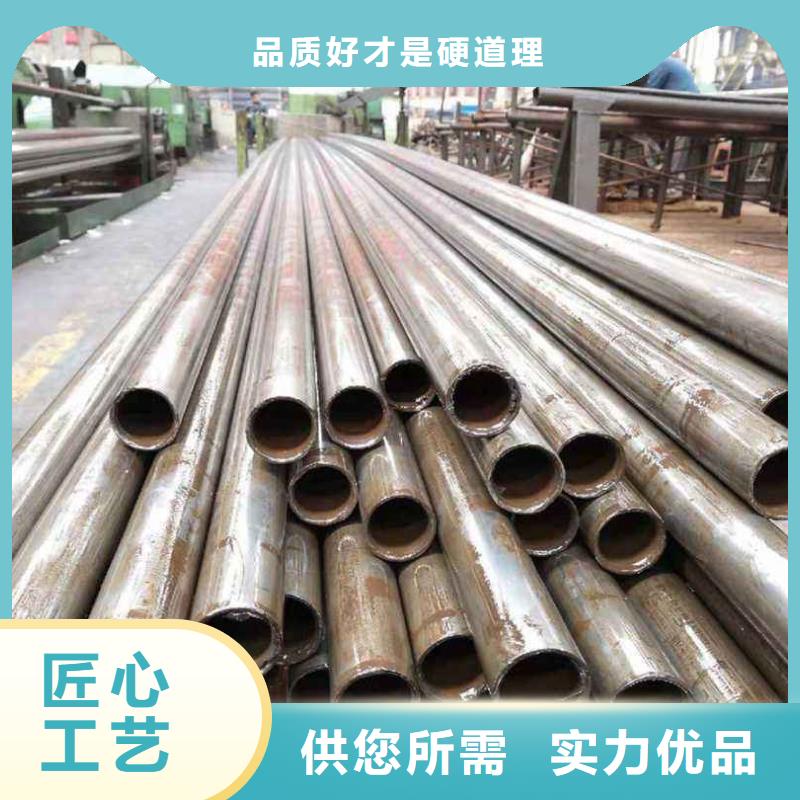
提高冷轧精密无缝钢管机产量的第三个途径是,必须提高轧管机的有效工作系数,值。要提高9,将涉及多方面的问题.一方面,要求轧管机的设计要合理,加工制造精度高,以减少维护及检修停机时间。另一方面要提高轧管的机械化、‘自动化水平,以减少辅助操作时间。第三方面,也是很重要的发展方向,要实现冷轧管机不停机,连续装科和连续轧制.提高轧管机产量的第四个措施是增加同时轧制管材的根数。需要指出的是,线数增加并不能使轧管机的产量成整数倍增加,而且成品管的精度将有所降低‘对于中间工序,是完全可以的。
现在的精轧管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精轧管护理的不必要开支。
小孔直径长度决定了精轧管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到精轧管中的使用。而投入到机械中使用的精轧管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款精轧管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。
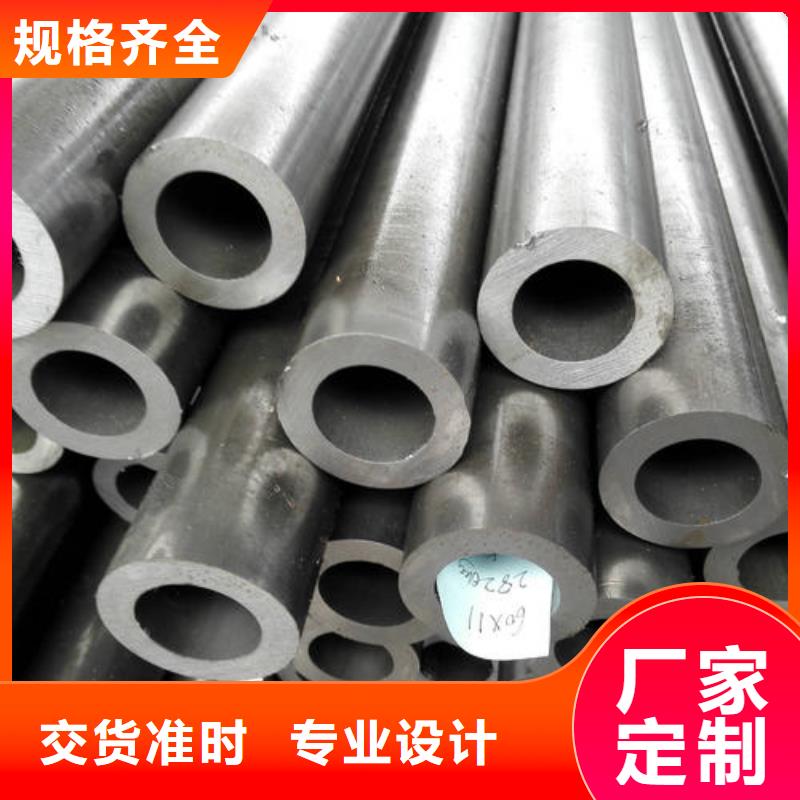
现在的精轧管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精轧管护理的不必要开支。
小孔直径长度决定了精轧管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到精轧管中的使用。而投入到机械中使用的精轧管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款精轧管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。


提高冷轧精密无缝钢管机产量的第三个途径是,必须提高轧管机的有效工作系数,值。要提高9,将涉及多方面的问题.一方面,要求轧管机的设计要合理,加工制造精度高,以减少维护及检修停机时间。另一方面要提高轧管的机械化、‘自动化水平,以减少辅助操作时间。第三方面,也是很重要的发展方向,要实现冷轧管机不停机,连续装科和连续轧制.提高轧管机产量的第四个措施是增加同时轧制管材的根数。需要指出的是,线数增加并不能使轧管机的产量成整数倍增加,而且成品管的精度将有所降低‘对于中间工序,是完全可以的。
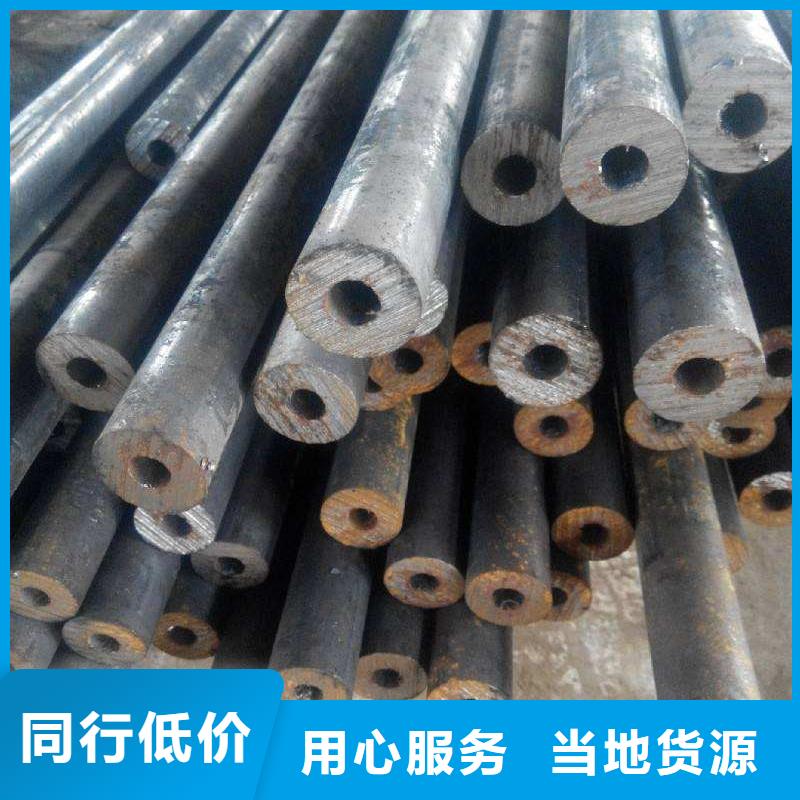
现在的精轧管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精轧管护理的不必要开支。
小孔直径长度决定了精轧管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到精轧管中的使用。而投入到机械中使用的精轧管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款精轧管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。
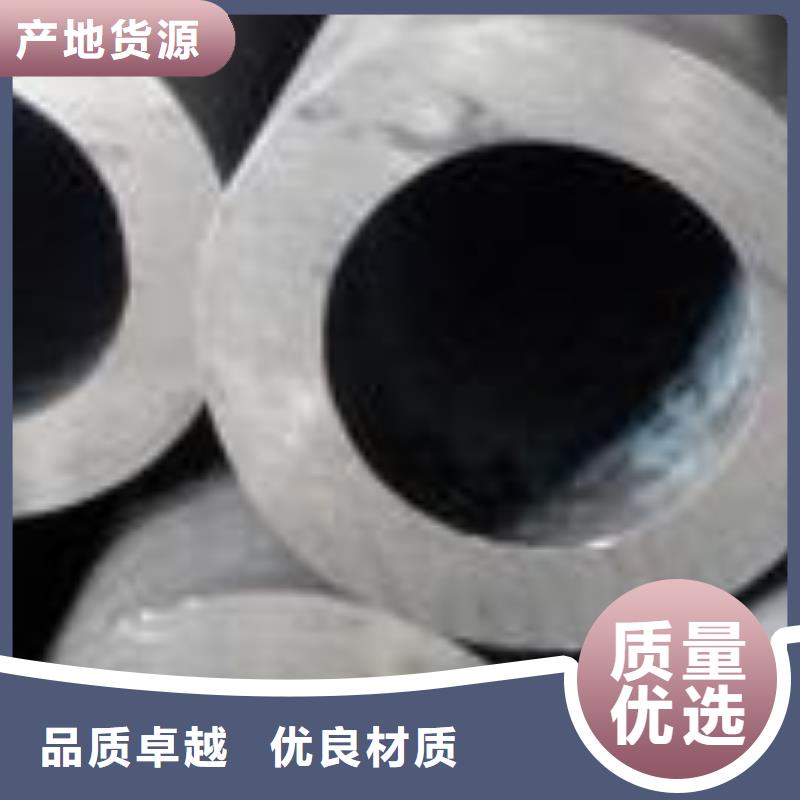
现在的精轧管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精轧管护理的不必要开支。
小孔直径长度决定了精轧管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到精轧管中的使用。而投入到机械中使用的精轧管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款精轧管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。



融拓金属材料有限公司拥有独特营销模式及与之配套的完善的服务。公司以专业的队伍、严谨的管理、精良的产品设备、兼容并蓄、博采众长的虚怀纳百川之风范,着力打造企业形象。


精轧管技术包括连轧、精轧管、三辊轧管、CPE顶管、挤压管等。其中20#精轧管是20世纪90年代才发展起来的技术,因其英文名称为:Accuracy Rolling, 也简称为AR轧管。该技术工艺流 程短、操作灵活、钢种面宽,深受行业推崇。随着发展,该技术也出现的一定的问题。
孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。但问题是芯棒工作辊家常,芯棒循环线加长,设备投资增加。现在分析计算表明,芯棒限动速度提高至0.08-0.41m/s是比较适合实现的。大直径钢管的生产:目前,国内设计的20#精轧管机的 规格是φ273mm机型,在几乎未加任何设备改造的情况下,轧制荒管的规格达到φ360mm。而根据对斜轧技术的研究,包括对φ720mm的辊式扩管机的研究,20#精轧管机设计φ508mm或φ530mm机型完全可能。
孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。但问题是芯棒工作辊家常,芯棒循环线加长,设备投资增加。现在分析计算表明,芯棒限动速度提高至0.08-0.41m/s是比较适合实现的。大直径钢管的生产:目前,国内设计的20#精轧管机的 规格是φ273mm机型,在几乎未加任何设备改造的情况下,轧制荒管的规格达到φ360mm。而根据对斜轧技术的研究,包括对φ720mm的辊式扩管机的研究,20#精轧管机设计φ508mm或φ530mm机型完全可能。



