



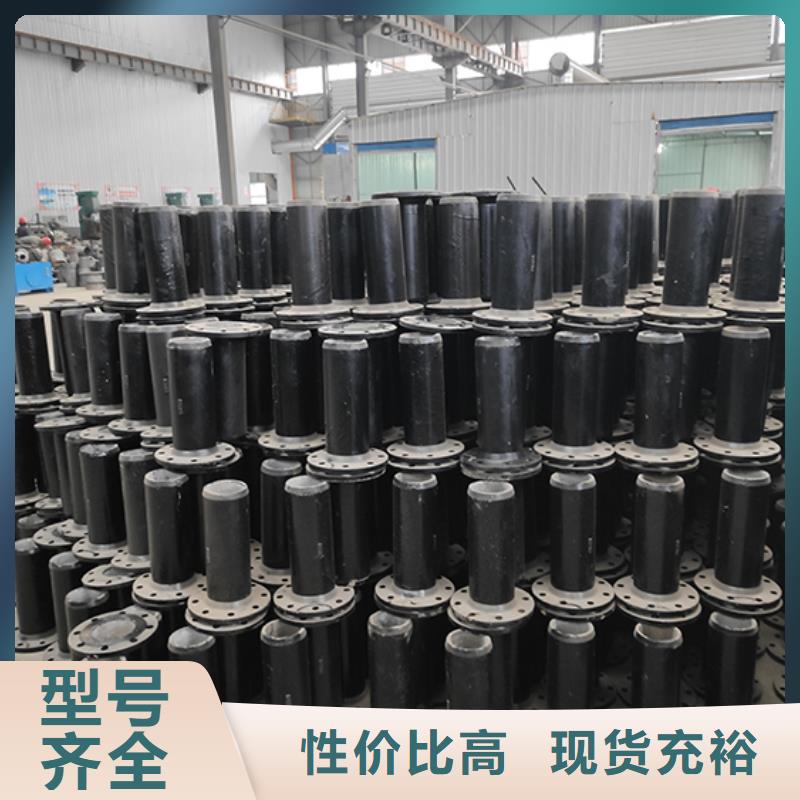

想要一睹球墨铸铁管配件自有生产工厂产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
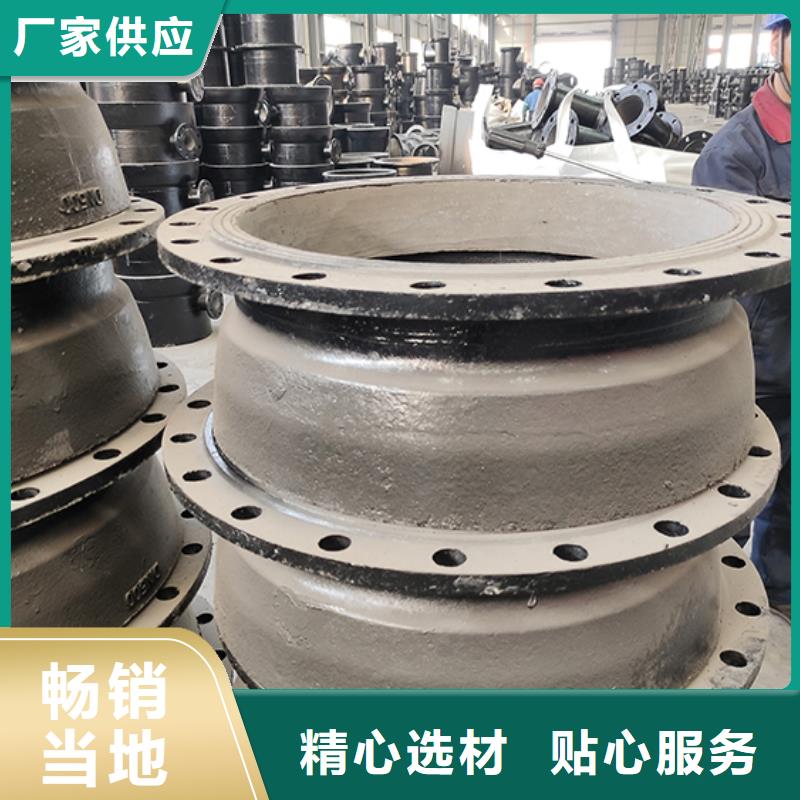
以下是:球墨铸铁管配件自有生产工厂的图文介绍
如需了解更多 台湾球墨铸铁管产品信息,可以直接点击店铺链接,进入与之对应的 台湾球墨铸铁管产品栏目进行了解,也可以直接拨打我们的销售热线进行了解。

球墨铸铁管配件安装要求 (1)下管:应按球墨铸铁管下管的技术要求将管子下到槽底,可采用人工或机械下管法 (2)清理管口:应将球墨铸铁管承口内的所有杂物予以,并擦洗干净,因为任何附着物都右能造成接口漏水 (3)清理胶圈、上胶圈:应将球墨铸铁管胶圈上的粘着物清擦干净,并用手沿整个胶圈探险压一遍,或用木锤、橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀一致地卡在槽内。 (4)在插口外表面和胶圈上涂刷润滑剂:润滑剂右作杄物油,也可用肥皂水,将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。(5)在安装时,首先将插口放入承口内且插口压到承口内胶圈上,接好钢丝绳和倒链,拉紧倒链,与此同时,在管承口端用力左右摇晃管子,直到插口插入承口内全部到位。

球墨铸铁管铸造体系的规划需注意什么? (1)消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加残渣量。 (2)浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位。 (3)要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位。 (4)浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作。 (5)浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形。 (6)金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷)。晋城市三利通铸管有限公司 (7)浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的优质铸件。 (8)只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。 球墨铸铁管配件


球墨铸铁管配件退火处理简介:球墨铸铁管采用两阶段退火处理。即在高温石墨化退火之后,炉冷至共析温度再保温,以共析渗碳体。球墨铸铁管的具体退火温度及保温时间是由不同的化学成分和铸态组织等所决定的一对于不同生产条件的管子,其退火工艺的制定是需要由试验来确定的。 球墨铸铁管使用时经常处于高温和高压条件,管子在高温烟气和水蒸气的作用下,会发生氧化和腐蚀。要求钢管具有高的持久强度,高的抗氧化腐蚀性能,并有良好的组织稳定性。球墨铸铁管一般都是采用纯氢作为退火气氛,气氛纯度***好是99.99%以上,如果气氛中另一部分是惰性气体的话,纯度也可以低一点,但是***不能含有过多氧气、水汽。 炉体密封性。光亮退火炉应是封闭的,与外界空气隔绝;采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中***容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。提出了冷弯成型前对原料管进行预处理的工艺方案;研究分析了正火温度、保温时间和冷却方式对原料管组织和力学性能的影响规律。 软氮化是活性氮化,现在比较常用的是气体氮化.随着化工工业在中国的发展,球墨铸铁管的应用越来越广泛,国内球墨铸铁管每年以10%的速度增长着,在石油,尿素等行业也有很大的发展前途。球墨铸铁管在性能上的突出表现是屈服强度高和耐应力腐蚀,具有良好的焊接性,焊接冷裂纹和热裂纹的敏感性都较小。



