






2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。



高颈法兰又称之为对焊法兰,它与平焊法兰不同之处在于从法兰与管子焊接处到法兰盘有一段长而倾斜的高颈,此段高颈的壁厚沿高度方向逐渐过渡到管壁厚度,改善了应力的不连续性,因而增加了法兰强度。
高颈法兰主要用于工况比较苛刻的场合,如管道热膨胀或其他载荷而使法兰处受的应力较大或应力变化反复的场合,压力、温度大幅度波动的管道或高温、高压及零下低温的管道。高颈法兰不易变形,密封好,应用广泛,公称压力PN1.0MPa~PN25.0MPa左右。
高颈法兰按照密封面的种类可以分为:平面高颈法兰、突面高颈法兰、凹凸面高颈法兰、榫槽面搞法兰、环连接面高颈法兰。
松套法兰简称PJ法兰,平焊环松套法兰(PJ/RJ)是可以活动的法兰片,一般是配套在给排水配件上(伸缩节上常见),厂家出厂时伸缩节两端就各有一片法兰,平焊环松套法兰直接与工程中的管道、设备用螺栓连接。
一般来讲,在以下三种情况之一时用平焊环松套法兰:
1、节约成本。当管材材质特殊,价格昂贵时,焊接同样材质的法兰成本高。
2、不便于焊接或不便于加工或需要的强度大。如塑料管、玻璃钢管之类。
3、便于施工。如连接时法兰螺栓孔对应不便于找正或者防止日后更换设备法兰螺栓孔有变等。


我司是一家集生产、销售于一身的现代化企业。公司在山东省聊城经济技术开发区蒋官屯办事处季海工业园,公司一向秉承'客户至上,品质优质的企业精神,坚持创造高科技与人性化的现代空间格局设计,以卓越的设计理念、优异的产品质量、专业完善的服务体系,为客户提供优质的服务。公司拥有专业的技术人员,并以快捷的运送,专业的安装等一条龙服务,为顾客创造品位超凡,优质舒适的空间环境!主要产品有: 湖南长沙异性件厂家, 精诚所至,金石为开。提供优质产品和服务必定能达到客户的要求!




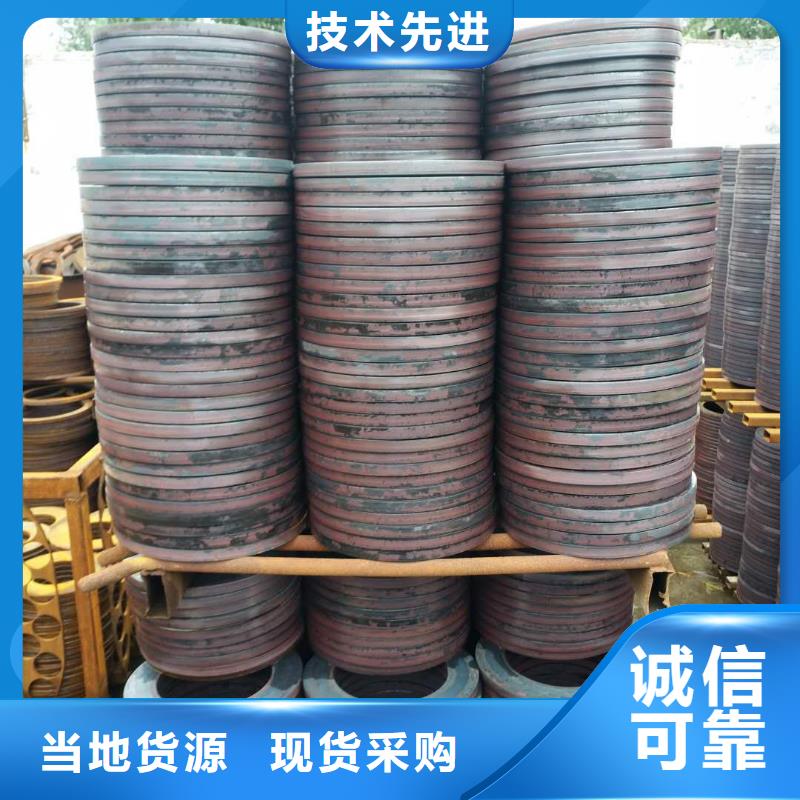
锻造齿轮毛坯由于经锻造后可获得持续和均匀的金属纤维组织。因此此类毛坯的力学机能较好,常用于受力复杂的环境操作。此中自由锻件的精度和出产率较低,主要用于小批出产和大型法兰的制造。
锻造齿轮毛坯
热卷工艺与传统法兰建造工艺对比,具有以下较着好处:(1)、原材料全部采用尺度方坯,材质不变靠得住;
低压小直径有丝接法兰,高压和低压大直径都是操作焊接法兰,不合压力的法兰盘的厚度和连接螺栓直径和数量是不合的。
GB/T 9113-2010 整体钢制管法兰
④铸件自然冷却到800-900℃连结1-10分钟;
在现代工业的持续出产中法兰受介质腐蚀、冲刷、温度、压力、震动等因素的影响,会不成避免的呈现泄露问题。由于密封面加工尺寸的误差,密封元件的老化以及安装紧固不妥等原因极易造成法兰的渗漏。如果不能及时治理法兰渗漏问题,在介质的冲刷下会使渗漏火速扩大,造成物料的损失,出产环境的粉碎,导致企业停机停产,造成巨大的经济损失。如果是有毒有害、易燃易爆的介质泄漏,还有可能造成人员中毒、火灾爆炸等重大变乱。
锻造齿轮毛坯由于经锻造后可获得持续和均匀的金属纤维组织。因此此类毛坯的力学机能较好,常用于受力复杂的环境操作。此中自由锻件的精度和出产率较低,主要用于小批出产和大型法兰的制造。
(4)、成材率高,料比达到1.25-1.35;


