




我们为您呈现了一部精彩绝伦的Q235B热轧扁钢保质保量质量好产品视频,让您感受产品的独特之处。
以下是:Q235B热轧扁钢保质保量质量好的图文介绍

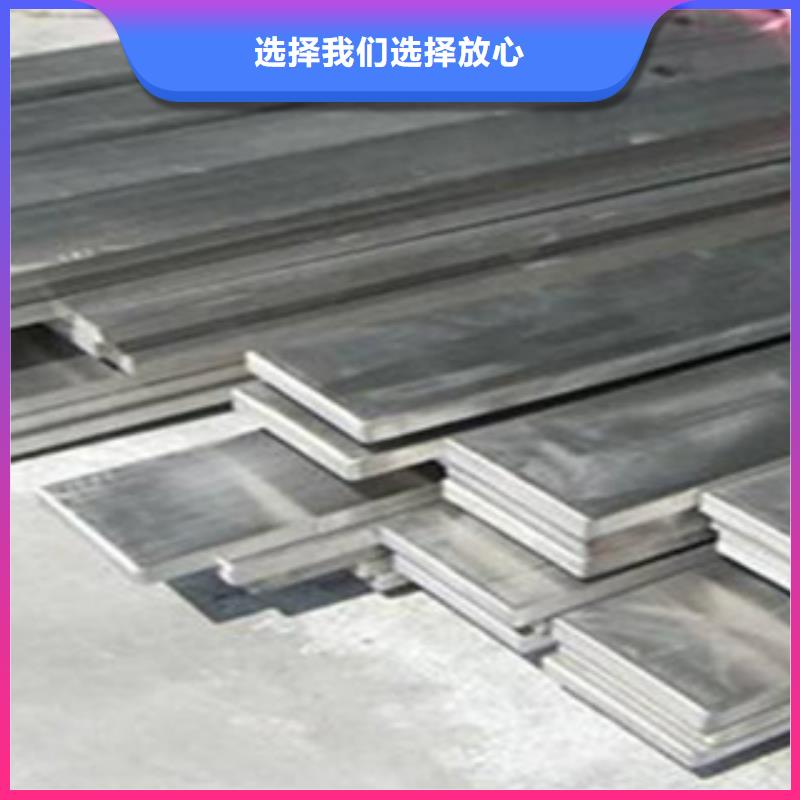
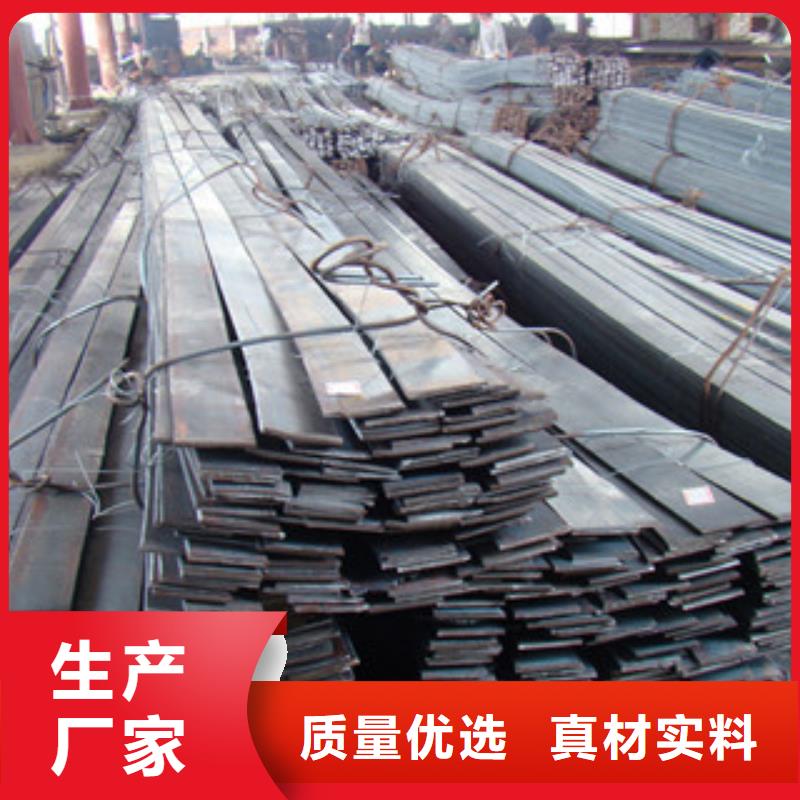
热轧扁钢是一种截面为矩形的势轧长条钢材,一般情况下,其规格是以热轧扁钢的厚度和宽度的毫米数来表示的。目前,热轧扁钢的应用非常广泛,可以按用户需求,进行定厚、定宽、定长的生产,是钢结构制造业、机械制造业、汽车工业、矿山机械、起重机械、建筑行业及其它产业中必不可少的一类原材料。
热轧扁钢可以用于制作构件、扶梯桥梁以及栅栏等。热轧扁钢具有很好的强度,并且热轧扁钢的表面相比于其他钢材是比较光洁的。另外就是热轧扁钢的厚度规格的档距非常紧密,这也就决定了热轧扁钢非常的适合焊接。热轧扁钢可以被用作焊钢坯料和叠轧薄板的板坯。热轧扁钢可以被制作成为箍铁材料。


国耀宏业钢铁有限公司于2018年在新疆伊犁工商局注册成立,注册资本为500(万元),在公司发展壮大的4年里,我们始终为客户提供好的 新疆伊犁方管厂家产品和技术支持、健全的售后服务,我公司主要经营 新疆伊犁方管厂家,我们有好的产品和专业的销售和技术团队,如果您对我公司的 新疆伊犁方管厂家产品服务有兴趣,期待您在线留言或者来电咨询.



通常情况下,冷拉钢产品可直接使用,如喷涂、打砂、打弯、钻孔,也可按实际要求精拉之后直接电镀,免去了大量机加工时间及节省配置加工机械的费用。此外对于一些家具产品,尤其是金属类家具,其中也会应用到冷拉方钢。
冷拉钢的加工:次冷拉效果,取一钢筋对其施加拉应力冷拉,钢筋会发生变形。随着拉应力,钢筋内部承受的拉应力逐渐增大。当钢筋内部产生的拉应力超过钢筋具有的屈服点A,而达到C后,停止冷拉,卸去荷载。然后再进行第二次冷拉,在重新施加拉应力之后,可以将钢筋拉伸到,应力——应变图出现新的变化,新的屈服点明显高于原来的屈服点。
这个变化说明,钢筋的塑性发生了变化,塑性小了,硬度大了,钢筋的强度,这一现象叫“变形硬化”。在冷拉方钢进行冷拔的整个中,为了保证终产品的,需要对冷拉操作进行良好的控制。首先是针对冷拉应力的控制,对于Ⅱ、Ⅲ、Ⅳ级钢筋和5 钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。
但钢筋冷拉后经检查,大冷拉率超过了规范规定值,还要再进行机械能实验。其次是要冷拉率测定的控制要求,也就是说,在采用冷拉率来控制冷拉方钢的冷拉操作时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。
如果钢筋强度偏高,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。第三点是要对不同批次的产品进行合理的冷拉控制,这是因为对于混杂,或是分不清的冷拉方钢在进行冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。
冷拉钢的加工:次冷拉效果,取一钢筋对其施加拉应力冷拉,钢筋会发生变形。随着拉应力,钢筋内部承受的拉应力逐渐增大。当钢筋内部产生的拉应力超过钢筋具有的屈服点A,而达到C后,停止冷拉,卸去荷载。然后再进行第二次冷拉,在重新施加拉应力之后,可以将钢筋拉伸到,应力——应变图出现新的变化,新的屈服点明显高于原来的屈服点。
这个变化说明,钢筋的塑性发生了变化,塑性小了,硬度大了,钢筋的强度,这一现象叫“变形硬化”。在冷拉方钢进行冷拔的整个中,为了保证终产品的,需要对冷拉操作进行良好的控制。首先是针对冷拉应力的控制,对于Ⅱ、Ⅲ、Ⅳ级钢筋和5 钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。
但钢筋冷拉后经检查,大冷拉率超过了规范规定值,还要再进行机械能实验。其次是要冷拉率测定的控制要求,也就是说,在采用冷拉率来控制冷拉方钢的冷拉操作时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。
如果钢筋强度偏高,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。第三点是要对不同批次的产品进行合理的冷拉控制,这是因为对于混杂,或是分不清的冷拉方钢在进行冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。


扁钢冷轧机生产线是又几台扁钢冷轧机共同组成,摆放在同一条直线上,从而组成一个生产线,也称为扁钢连轧生产线。既然称为连轧,那么每台轧机之间的速度要匹配,因为钢筋在没经过一次轧制,横截面都会发生变化,横截面只会越来越小,在经过下一道轧机时,所经过的速度就要变快。因此,结合每一道线材的轧制变形量,计算出每台扁钢冷轧机的运行线速度,后一台轧机的线速度比前一台要快一些,才能保证线材在轧制过程中不出现拉拽或是堆积的现象。
扁钢冷轧机生产线速度的同步,有几种方法。如果轧制道次少,只有两台轧机的话,运行速度就比较容易计算,后一台轧制速度比前台快一点儿。如果是多台轧机,只通过计算没一道的延展量,很难计算,理论计算与实际压制出的延展量也不相同,因此,要从其他方面去调整速度。从控制方式上去控制每台轧机的运行速度,注意依靠变频器,每台轧机的电机连接一台变频器,通过调整变频器的频率来改变电机的转速,从而达到改变轧机的线速度。如今,变频技术应用很广泛,应用于很多领域,技术也趋于成熟,用到扁钢冷轧机生产线上也十分方便、实用。
扁钢冷轧机生产线通过变频器控制,每一台都单独配备变频器,控制柜上安装有电位器,通过这个小旋钮可以任意改变变频器的频率。在开机过程中,要从 道开始,逐一开启轧机,运行的时候,注意每两台扁钢冷轧机之间钢带的变化情况,看有无弯曲或是拉拽的现象,调整电位器使钢带趋于正常
扁钢冷轧机生产线速度的同步,有几种方法。如果轧制道次少,只有两台轧机的话,运行速度就比较容易计算,后一台轧制速度比前台快一点儿。如果是多台轧机,只通过计算没一道的延展量,很难计算,理论计算与实际压制出的延展量也不相同,因此,要从其他方面去调整速度。从控制方式上去控制每台轧机的运行速度,注意依靠变频器,每台轧机的电机连接一台变频器,通过调整变频器的频率来改变电机的转速,从而达到改变轧机的线速度。如今,变频技术应用很广泛,应用于很多领域,技术也趋于成熟,用到扁钢冷轧机生产线上也十分方便、实用。
扁钢冷轧机生产线通过变频器控制,每一台都单独配备变频器,控制柜上安装有电位器,通过这个小旋钮可以任意改变变频器的频率。在开机过程中,要从 道开始,逐一开启轧机,运行的时候,注意每两台扁钢冷轧机之间钢带的变化情况,看有无弯曲或是拉拽的现象,调整电位器使钢带趋于正常



