



调质油缸管产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
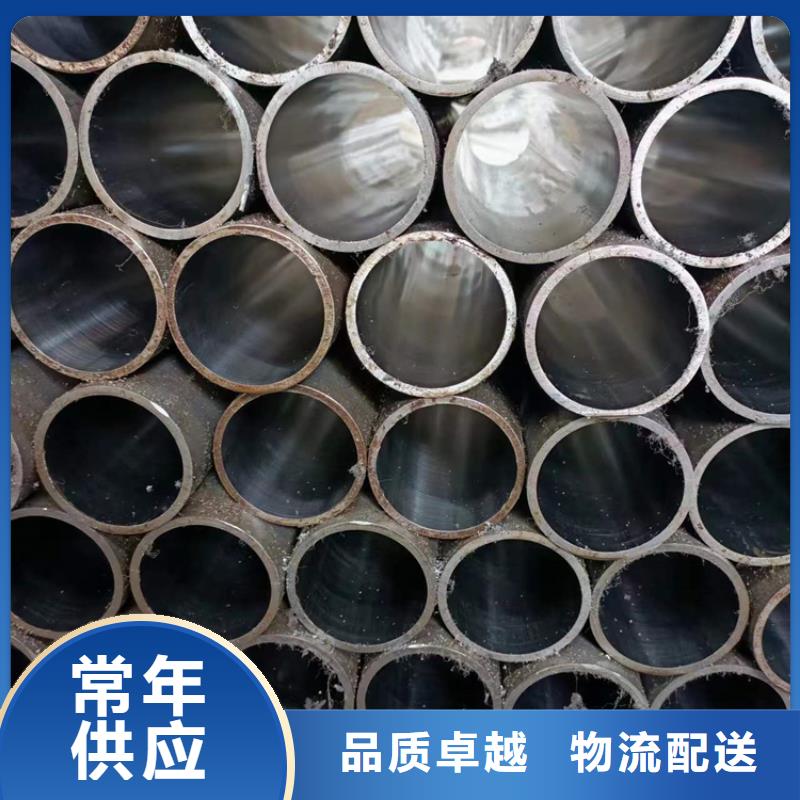
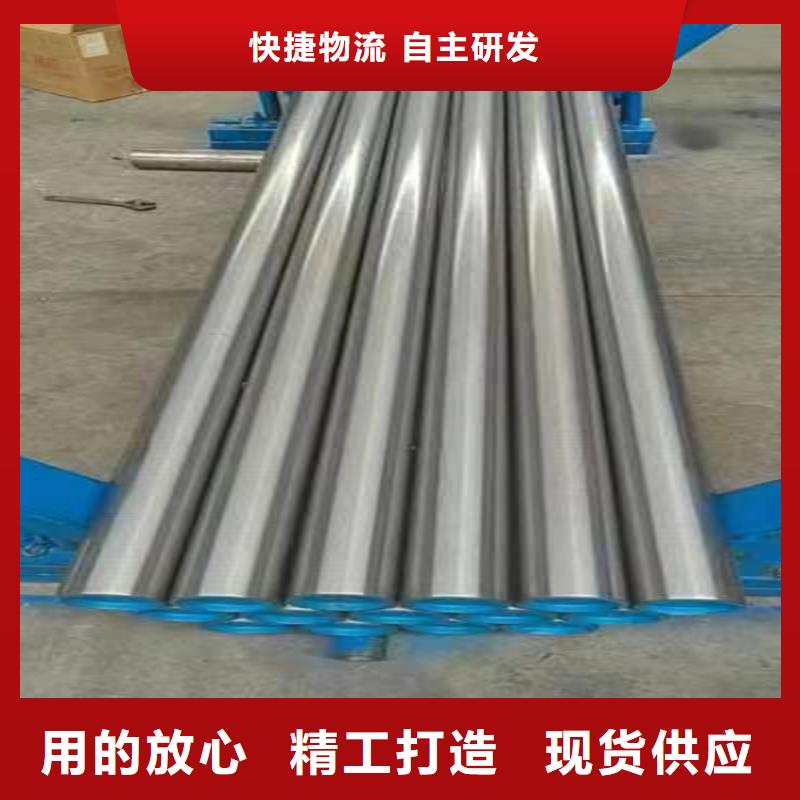
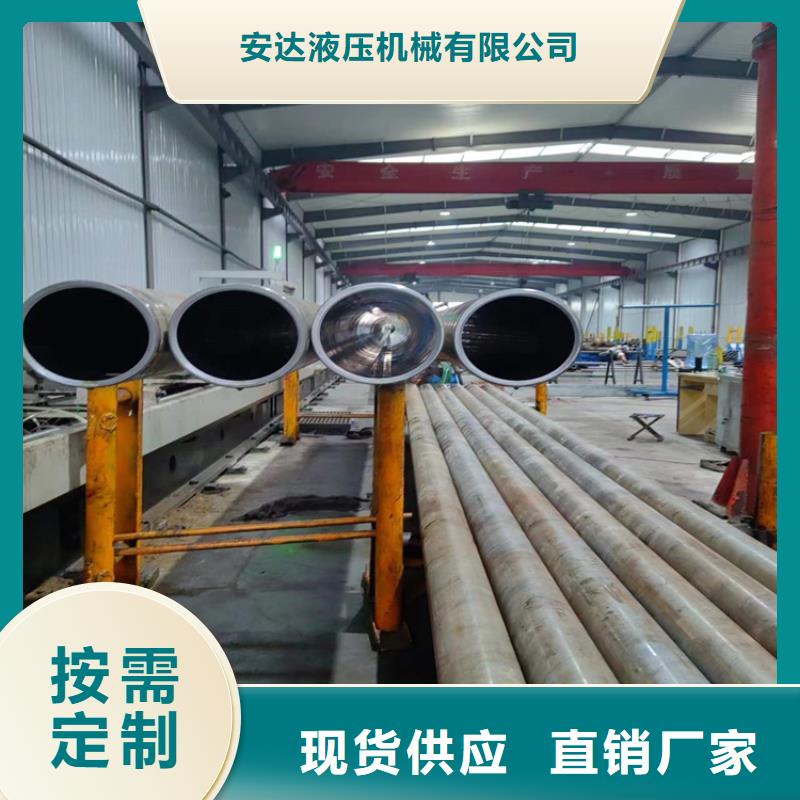
以下是:调质油缸管的图文介绍
安达液压机械有限公司注册资金800万元,占地面积近50亩,建筑面积达10000平方米。经过多年努力,公司已具备了可观的 江苏镇江珩磨管加工厂生产能力和科技开发水平。公司 江苏镇江珩磨管加工厂生产设备精良, 江苏镇江珩磨管加工厂产品工艺可靠,检测手段齐全,企业管理严格,产品质量过硬。


华尔网企业旺旺珩磨管绗磨管油缸管绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



华尔网企业旺旺珩磨管绗磨管油缸管华尔网企业旺旺珩磨管绗磨管油缸管应判明优质精密绗磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是优质精密绗磨管本身的故障?另外,还需检查清楚优质精密绗磨管各种条件是否符合正常运行的要求。厚壁绗磨管精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。大口径绗磨管,绗磨管厂的检测和维护大口径绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果油缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口径绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。



华尔网企业旺旺珩磨管绗磨管油缸管现在市面上生产的冷拔20#绗磨管,大多数都是采用热处理工艺制造而成的,前奏需要进行真空退火,退火的温度越低,则对于真空度的要求越高,在此过程中,需要经过很为复杂的过程,相对而言,冷拔20#绗磨管对于技术方面的要求要高出许多,所以,这种管道材料在质量的方面才会具有如此显著的优势。高精密绗磨管的高强度具体表现如果选择了普通的钢管,那么你所订购的钢管,与你所收到的钢管,型号方面会出现很大的误差。甚至在一条钢管上的不同部分,内径或者是壁厚,都会出现很大的差距。这样的管道,在使用的过程中,肯定会带来很多的问题。但是高精密绗磨管不同,这种钢管对于管道,任何部分的标准,都有非常严格的要求。虽然高精密绗磨管,同样也是无法,管道每个方面的尺寸,都完全符合这个标准。但是高精密绗磨管,却是可以将误差,控制在一个,非常小的范围以内。在一般情况下,这个误差都不会,超过两个标准的单位,这对于大多数行业来说,就已经足够了



华尔网企业旺旺珩磨管绗磨管油缸管绗磨管厂家迅速准确的判断故障缸是非常重要的。其快速判断方法是:将装载机动臂落到底,然后启动发动机(机器处于空挡位置),将动臂操纵杆置于下降位置,加大油门根据松开动臂缸大腔接口处的漏油情况即可判断小腔油封的好坏。若大腔接口处漏油比较多,则说明该绗磨管封密封不良或油封损坏;若松开处接口不漏油可漏油很少,则说明该动臂缸小腔油封密封性能较好。大腔油封损坏,就会造成升起的动臂自动下落,其判断方法与小腔油封判定方法相反。绗磨管厂家也可用此法来判断装载机的翻斗缸或转向缸的某一绗磨管油封以及非对称式绗磨管筒(如挖掘机的斗杆缸、铲斗缸)的某一腔油封的密封情况小口径绗磨管内径绗磨光洁度多少
