


【全新视界!】精密钢管20#生产加工产品视频,带你领略产品新风尚!
以下是:精密钢管20#生产加工的图文介绍


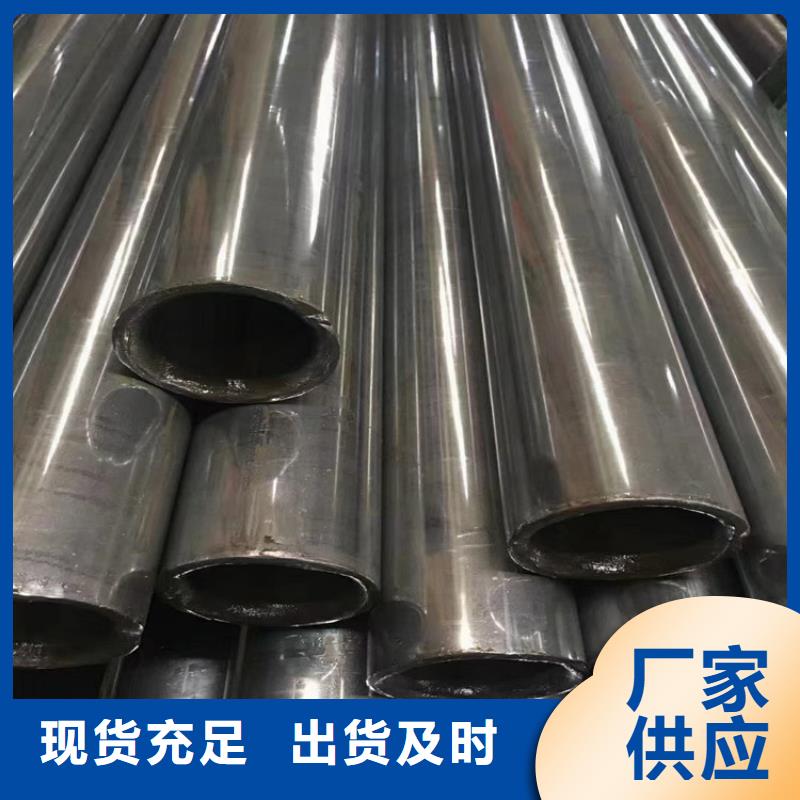
焊管物理无缝化处理主要有两种方法:焊缝局部处理法和整体加热处理法。由于主要是焊缝热影响区有硬化现象、机械性能低下,所以我们首先应考虑对焊缝热影响区进行局部处理。焊缝局部常化处理的方法是采用中频感应加热装置将焊缝热影响区加热至约927。9℃,然后空冷至538℃以下,随后水冷。对于直径较小的钢管,采用管坯整体加热方式处理,然后空冷或在带有可控气氛的冷却室中冷却。以上讲的是高频直缝焊管的无缝化技术。至于大口径直缝埋弧焊管其用途上要是作为输送管,在无缝化方面的要求就有所区别,在焊缝上由焊接工艺控制余高,再用扩径方法(机械扩径或水压扩径)来应力。
无缝钢管 无缝化钢管知识解释油专用管、管线管、标准管、机械管、结构管、承压管和不锈钢管等7个方面的各占比例的对照,说明焊管用量在比例上大大超过了无缝管,在前面已谈到美国高压锅炉管都用上了焊管,其焊管发展水平之高就可想而知了。
无缝钢管 无缝化钢管知识解释油专用管、管线管、标准管、机械管、结构管、承压管和不锈钢管等7个方面的各占比例的对照,说明焊管用量在比例上大大超过了无缝管,在前面已谈到美国高压锅炉管都用上了焊管,其焊管发展水平之高就可想而知了。



广顺物资 有限公司秉承一贯的“精益求精、客户至上”的宗旨,坚持引进消化国内外先进技术、紧密结合用户的需求,研发自有 福建宁德汽车半轴管产品,打造自有品牌,以严格、科学的管理,经营好研发、生产及销售的每个环节,发扬工匠精神,做好每一款 福建宁德汽车半轴管产品,在 福建宁德汽车半轴管的道路上越走越远!


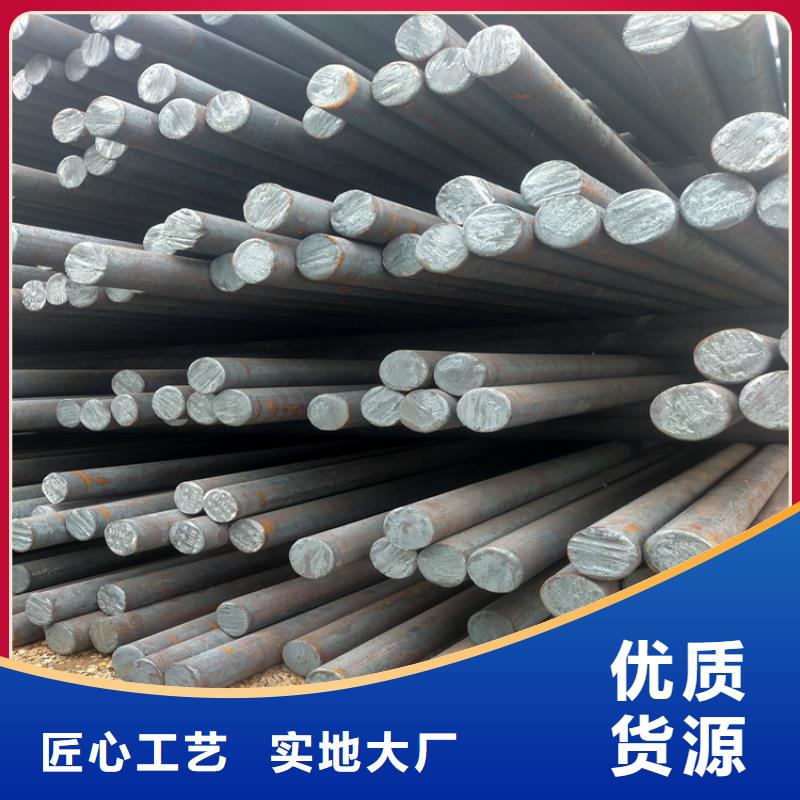
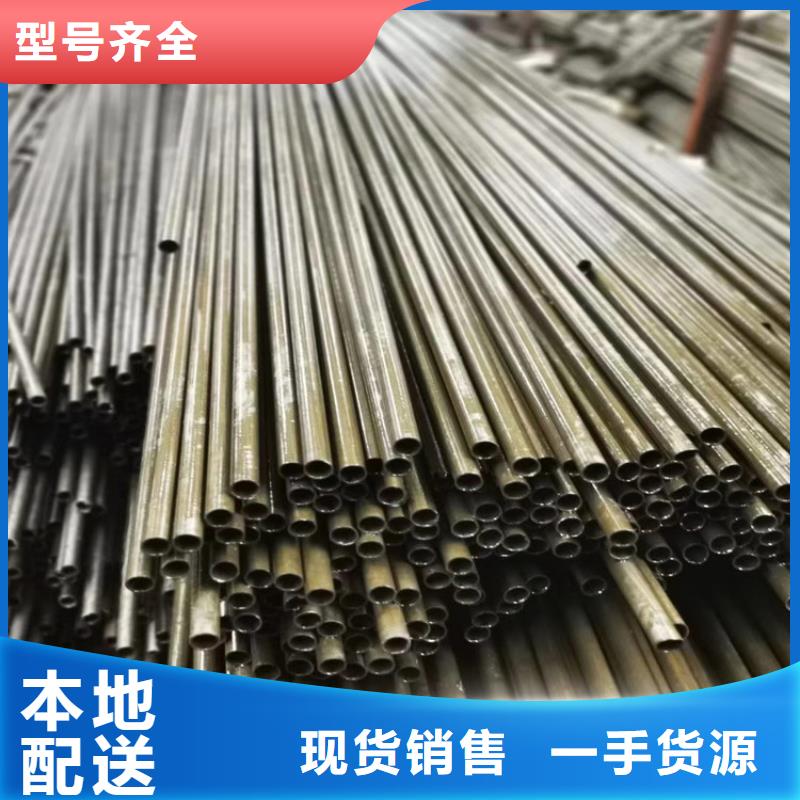
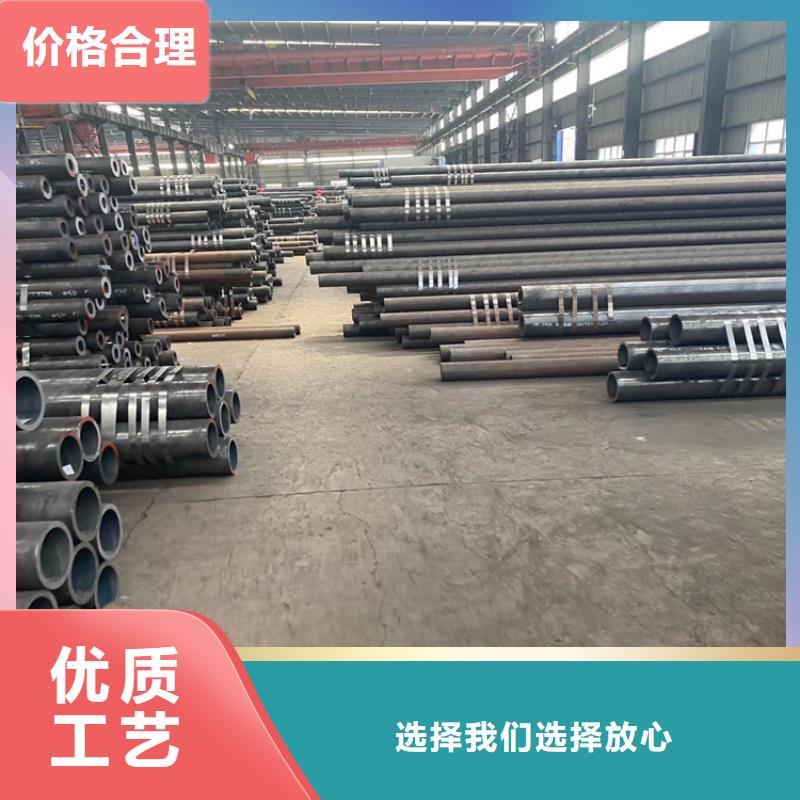
无缝钢管(SeamlessSteelTube),是一种具有中空截面,周边没有接缝的长条钢材。是用钢锭或实心管坯经穿孔制成毛管,然后经热轧,冷轧或冷拨制成。钢管具有中空截面,大量用作输送流体的管道,如输送石油,天然气,煤气,水及某些固体物料的管道等 螺旋钢管焊缝处理的方法是什么? 如空隙过大,则构成附近效应削减,涡流热量缺乏,焊缝晶间接合不良而发生未熔合或开裂。如空隙过小则构成附近效应增大,焊接热量过大,构成焊缝烧损;或许焊缝经揉捏,滚压后构成深坑,影响焊缝表面质量。将管坯的两个边际加热到焊接温度后,在揉捏辊的揉捏下,构成一起的金属晶粒相互浸透,结晶,结尾构成结实的焊缝。螺旋钢管若揉捏力过小,构成一起晶体的数量就小,焊缝金属强度降低,受力后会发生开裂;若是揉捏力过大,将会使熔融状况的金属被挤出焊缝,不光降低了焊缝强度,并且会发生很多的表里毛刺,乃至构成焊接搭缝等缺点



无缝钢管网架与轻钢结构是区别,网架杆件只受拉力或压力。既然只受轴向力,那么具体位置就应该没有关系。
对于网架来说:规范里确实要求了一个构件的拼接次数,只允许一次,并且限用于压杆。但不记得有规定拼接位置,在实际工程实例中,我也见过在任意位置拼接的杆件。但个人觉得用于拉杆也没有问题,因为焊缝强度一般都高于母材强度,在拉伸试验中也能证明这一点,断开的位置永远都是母材,而不是焊缝引用资料原文:《网壳结构技术规程》JGJ61-2003(J258-2003)第6.2.2条
对接焊缝可放在受压杆件及压弯杆件。采用对接时,焊缝均应进行无损探伤检验,且每根杆件只允许有一条对接焊缝。对接杆件总数不应超过杆件总数的20%,并不得集中布置。对于轻钢结构来说,引用相关资料如下:在所有的吊车梁标准图中,都有规定“翼缘和腹板的工厂拼接接头不应设在同一截面内,应错开>=200mm,钢结构吊车梁翼缘和腹板拼接位置应设在离支座1/3L~1/4L之间”
就是把拼接接头位置设置在弯矩小的位置。



