

简约而不简单,我们的常年供应薄壁不锈钢焊管-口碑好产品视频将用最直观的方式展示产品的核心价值。
以下是:常年供应薄壁不锈钢焊管-口碑好的图文介绍

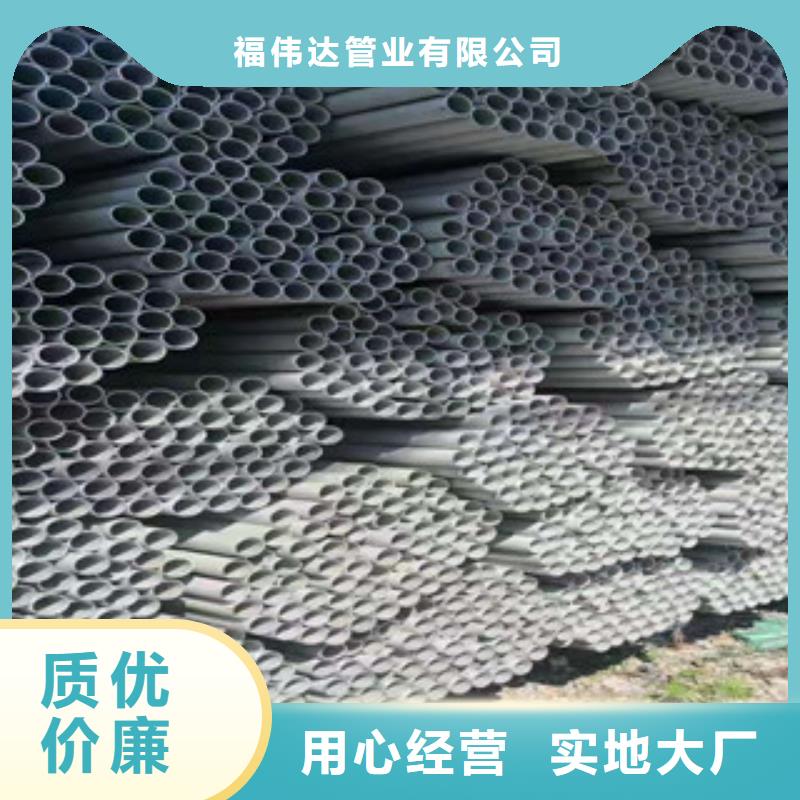
巢湖福伟达管业有限公司还拥有一支高素质、高技术、高水准的专业技术团队,秉承“品质优先,客户至上”的经营理念和“团结、开拓、务实、求精”的管理机制,凭借上乘的质量、优良的服务和良好的信誉,和众多企业达成良好的合作关系。不断进取,努力做好 316l不锈钢管产品。


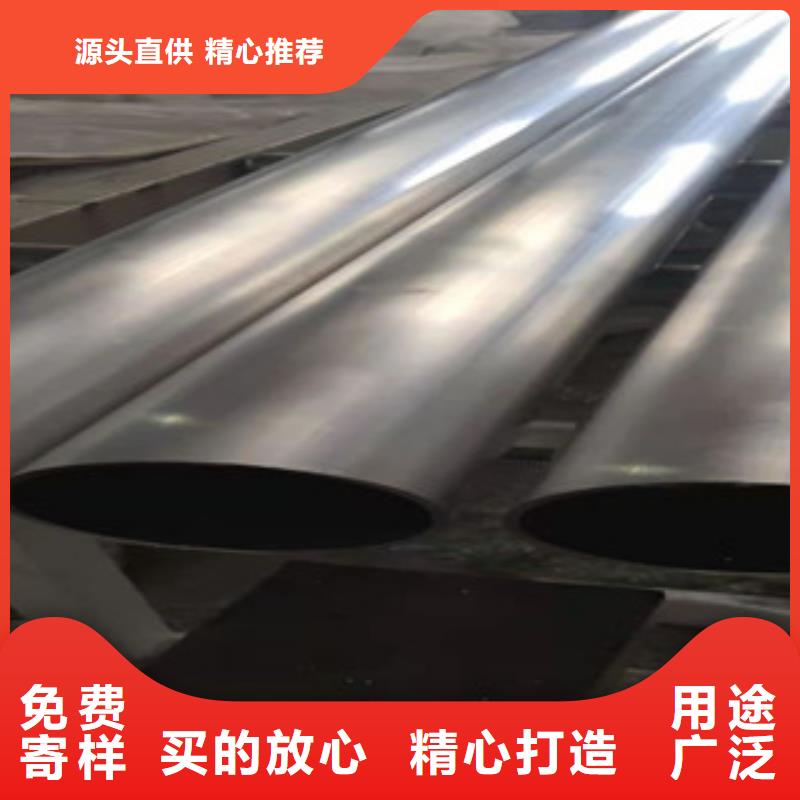
不锈钢管具有良好的柔软性,耐腐蚀性,耐高温性,耐磨性,抗拉强度,耐水性和优异的电磁屏蔽性能。不锈钢毛细管可以自由弯曲成各种角度和曲率半径,在所有方向上具有相同的柔软性和耐用性。不锈钢软管间距柔韧,柔韧性好,无阻碍和刚度;不锈钢穿线软管在侧扣之间具有一定的拉力,以防止软管因软管损坏而损坏。轴向拉力可以承受超过标称内径的6倍以上。因此,不锈钢毛细管的安装方便,低效能量可以有效地利用,以达到节能和舒适的效果。 不锈钢毛细管在退热时的步骤 1、需要注意退火温度是否达到规定温度。不锈钢热处理一般是接纳固溶热处理,或称“退火”,该工序的温度范围是1040~1120℃(日本规范)。不锈钢管加工时也可在退火炉察看孔察看,退火区的不锈钢管应为白炽形态,且无软化下垂现象。 2、退火氛围。一般以纯氢作为不锈钢管的退火氛围,氛围纯度 是99.99%以上,假如氛围中还有另一种惰性气体,可适当降低纯氢的纯度,但禁止含有过量氧气与水汽。 3、炉体密封性。亮光退火炉必须密闭与外界空气隔绝,通常以氢气来当维护气体,炉体只有一个排气口是通的,作用是方便点燃氢气。检查的方法将水抹在退火炉的每个接头缝隙处,观察有无漏气,其中容易漏气的部位是是退火炉进出管子的地方,此处的密封圈非常容易磨损,需要经常检查及更换。 4、保持气压力。要避免出现漏气,光亮炉内的维护气应保持一定的正气压,如果维护气是氢气,普遍要达到20kBar以上。 5、炉内不能有水汽。一是要反复检查炉体是否枯燥,在进行首次装炉时,炉体材料一定要烘干;二是要检查进炉的不锈钢管是否有残留水渍,有的不锈钢管可能会有孔,此时就千万不能有积水带进光亮炉,否则会对不锈钢加工过程造成负面影响。



一些用户在购买304不锈钢管时,常常会根据管材的软硬来判断304不锈钢管的好坏。这一做法可以说也对也不对。单纯凭借304不锈钢管的硬度是无法判断质量好坏的。今天小编就给大家分析下:什么是不锈钢管的硬度,它又有什么不同呢? 经常用来衡量不锈钢管硬度的指标主要有布氏、洛氏、维氏三种,不同之处如下: 1、维氏硬度(代号HV) 不锈钢管维氏硬度试验是一种压痕试验方法,可用于测定很薄的金属材料和表面层硬度。具有布氏、洛氏测试法的主要优点,但是克服了它们的基本缺点,却不如洛氏法简便,而且维氏法在钢管标准中很少使用。不过维氏硬度计测量范围宽广,可以测量目前工业上所用到的几乎全部金属材料。 2、布氏硬度(代号HB) 在不锈钢管标准中,布氏硬度用途广,往往以压痕直径来表示该材料的硬度,既直观,又方便。但是对于较硬或较薄的钢材及钢管并不适用。 3、洛氏硬度(代号HR) 同布氏硬度试验一样,都是压痕试验方法。但它是测量压痕的深度。洛氏硬度试验是目前应用很广的方法,但是洛氏硬度标尺有A、B、C三种标准,通常记作HRA、HRB、HRC,表示方法为硬度数据+硬度符号,如50HRC。其中HRC在钢管标准中使用仅次于布氏硬度HB。洛氏硬度可适用于测定由极软到极硬的金属材料,并可直接从硬度机的表盘读出硬度值。但是硬度值不如布氏法准确。当被测样品过小或者布氏硬度(HB)大于450时,就改用洛氏硬度计量。 我们常用的两种不锈钢装饰管材质是201不锈钢管和304不锈钢管。影响二者硬度的主要因素是原材料里碳的含量,碳元素在不锈钢管中主要是提高其硬度,但是并不是硬度越高越好,碳含量越高不锈钢管可塑性越低,并且越易生锈。而在201不锈钢管中影响其硬度的还有一个因素就是里面铜元素的含量,含铜高的201不锈钢管韧性更好,可塑性增强,管材偏软。 所以,单纯的凭借304不锈钢管或201不锈钢管的软硬来判断不锈钢管的质量是不准确的,小编建议您在购买时还是要选择质量有保证的不锈钢管生产厂家。


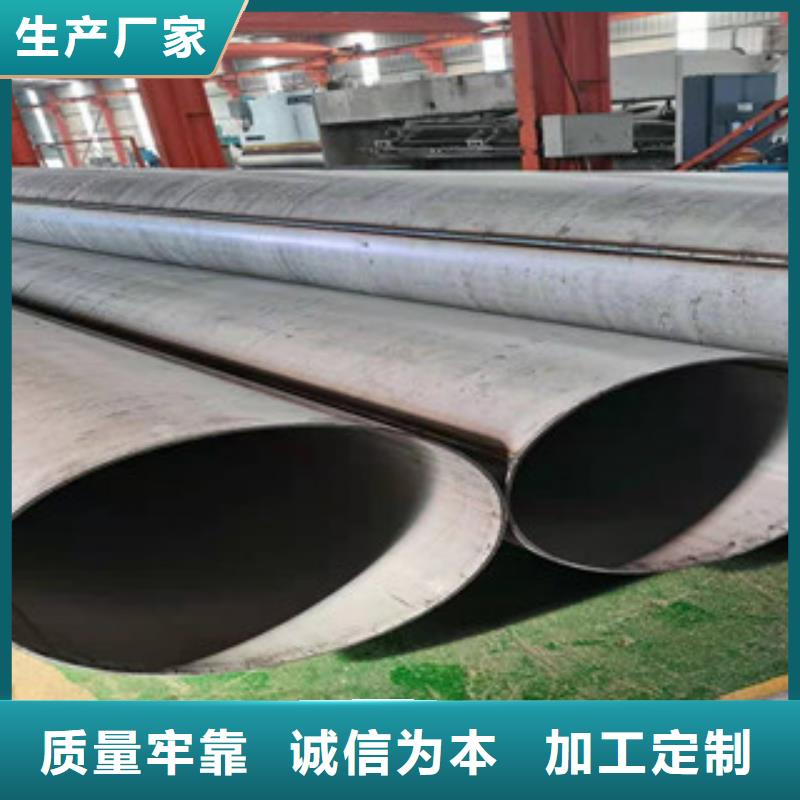
不锈钢管与管板连接头的连接是换热器制造的关键工序,有强度胀接、强度焊和胀焊结合三种连接方法,但经常采用不锈钢管与管板胀焊结合的连接方法。是先焊后胀还是先胀后焊,至今仍有争论。 1、先焊后胀工艺的优点及应用 换热器制造厂历来多采用先焊后胀工艺,而较少采用先胀后焊工艺。究其原因是与使用机械胀接法作为主要的胀管手段密切相关。因为在机械胀管过程中,存在着摩擦并产生大量的热必需用机油来润滑和冷却,油液渗浸进入胀接接头的缝隙,要彻底清除干净十分困难。夹缝中油水等杂物的存在,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中。另一方面胀管区又往往堵塞了排气通道,增加了焊缝中生成气孔的可能性。采用先焊后胀工艺则可以避免上述不利因素,特别是对于钛材和某些有色金属,要求焊接的基本条件十分严格,不允许油水和铁离子污染,选择先焊后胀工艺更易保证焊缝质量。 2、先焊后胀工艺的缺点分析 ①机械胀接法存在着固有的缺点,各管之间长度不一,连接强度和紧密性不均;胀管接口的内表面产生硬化现象,给重复补胀带来困难;管与管板材料的胀接的相容性有一定的限制,如:钛管与碳钢的胀接、铝管与碳钢的胀接等均受到了限制;劳动生产率低,而且小管径或厚壁管的胀接较困难等。②管口环形焊道不均匀,由于不锈钢管与管板之间存在着0.2~0.5mm的装配间隙,而且总是偏心配置,加上不锈钢管与管板孔的加工偏差,造成每一个管口的环形焊道不均匀。对于薄壁管很容易焊穿。③存在一段长15mm的非胀管区,GB151-99规定胀管区与焊缝的距离为15mm,目的是为了避开胀管力对焊缝的破坏。此非胀管区内存留着气体,当换热器受热后其体积膨胀,产生强大的压力,可能对焊缝或胀接造成破坏。另外为了充分利用管板的设计厚度,管板厚度内的胀管区总是越长越好。长15mm的非胀管区,对于厚管板而言,消极效果不明显,但对于薄管板,则不可小视。④不锈钢管伸长损伤焊缝,机械胀管使管壁减薄,不锈钢管伸长,对焊缝损伤。⑤焊接时在管口处形成焊瘤,管口收缩和变形给以后的胀管作业带来困难。为了使管接头顺畅地进入管孔中,则有必要对管口焊接提出较高的要求。

