

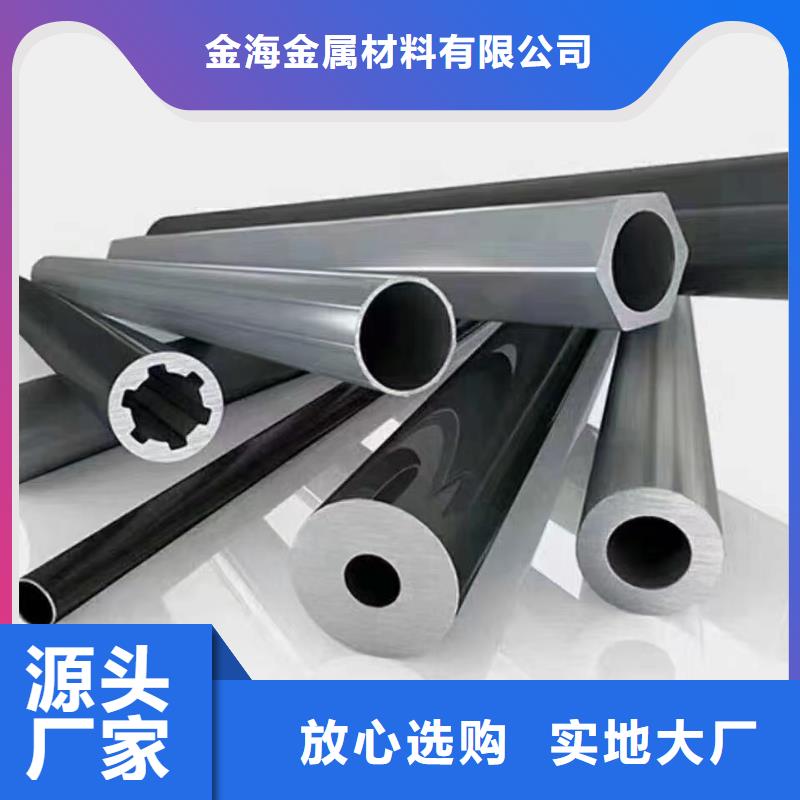
金海金属材料有限公司坐落在开发区蒋管屯镇杜丹江路东首100号,本厂主要生产 四川精密管。公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁,我们衷心希望与广大客户建立业务联系,并提供完善的服务,同创业,共发展。
我们坚持诚信为本,,服务用户,回报社会的原则,建设以管理为基础,以用户为中心,以科技为先导,以改进为动力的质量、信誉型企业。


无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁),操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号,由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应测量2个传热系数的溫度,并在焊接两边焊接传热系数。



针对无缝钢管的安装应用,都拥有 严苛的技术标准,要依据具体情况开展,另外还要依照操作规程,保证和品质。在平时的应用全过程中,无缝钢管必须留意以下几个方面:
一、无缝钢管应用前的施工准备
管路沟应挖好,管井切砖结束,必须的各种各样型号规格无缝钢管及时,所必须的各式各样的专用工具,包含直流焊机、自动切割机、冲击电钻、角磨机等提前准备齐备,仅有搞好一系列的准备工作才可以逐渐安装。
二、无缝钢管的安装
依据施工图设计开展管路精准定位,依据当场状况预制构件管道支架,随后依据设计方案和当场开展开料,随后用角磨机磨焊缝,再开展焊接。
三、应用品质规定
1、竖直安装的立管每米误差应低于3mm,水准安装的误差应低于1毫米。
2、焊接处不可焊接立管,弯曲处防止有焊接。
3、规定焊接竖直,焊接圆润,焊缝表层无烧穿、裂痕。



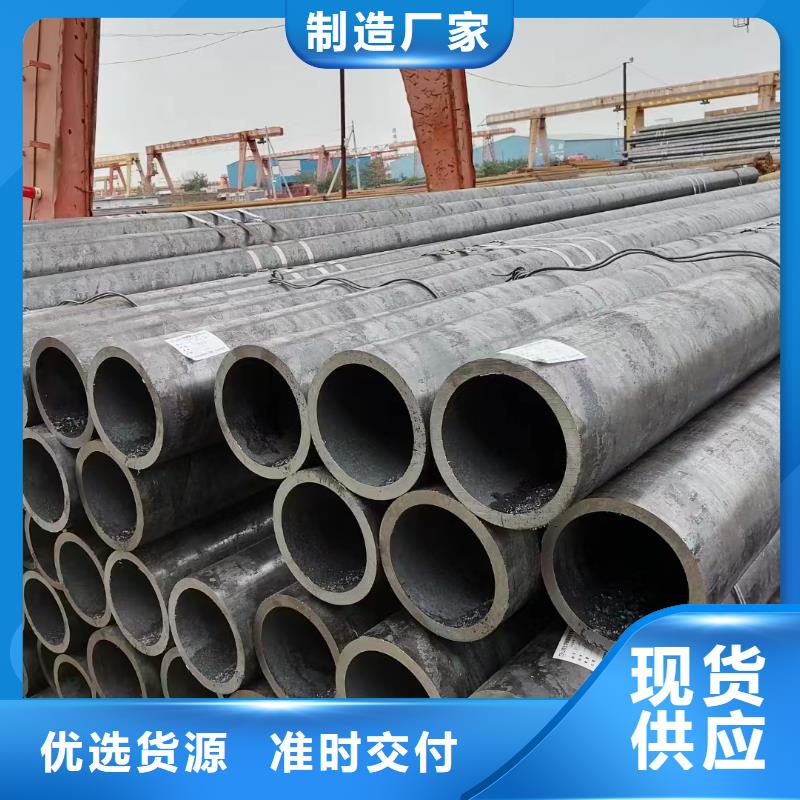
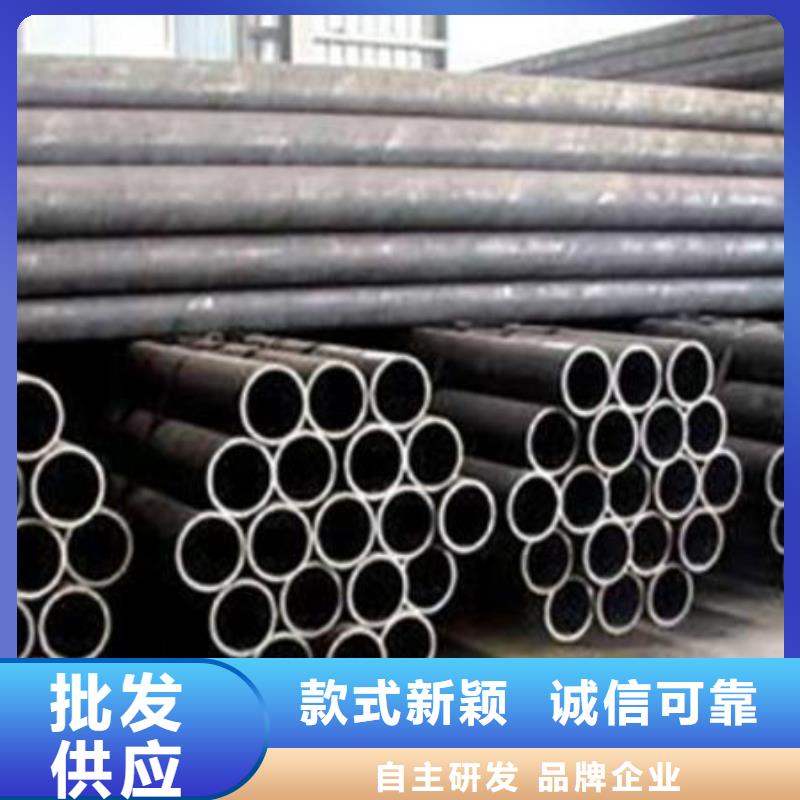
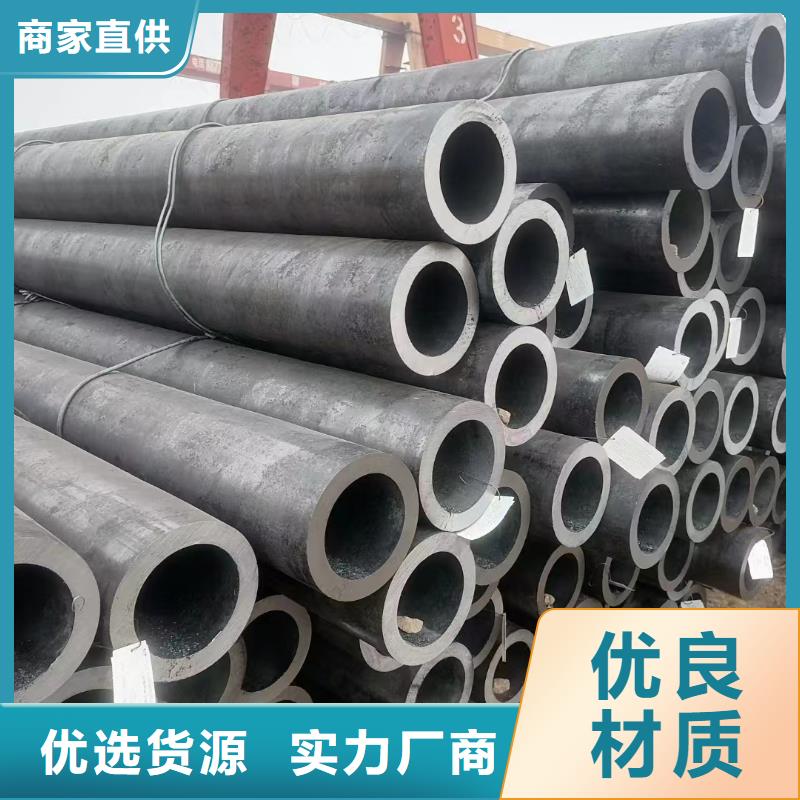
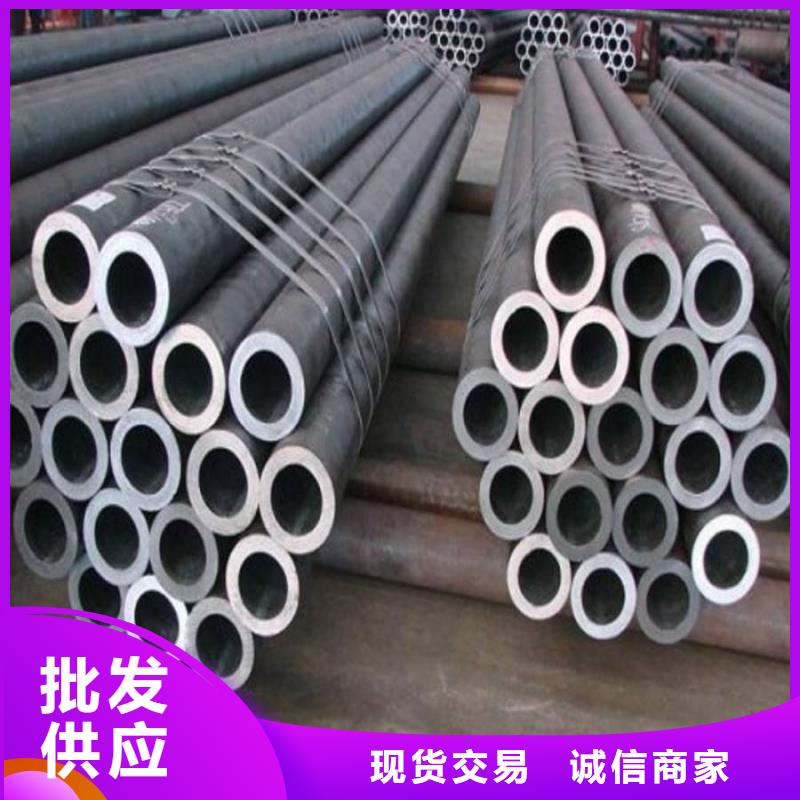
无缝钢管的管材成形技术性
无缝钢管大家较为的掌握,无缝钢管是具备空心横截面、附近沒有接缝处的条形不锈钢板材。无缝钢管广的泛用以生产制造零部件和机械零件。无缝钢管的管材成形技术性关键有冷挤压法、热冲压法、热破孔冷轧法、热推制扩径法,下边一起了解一下无缝钢管管材的成形技术性,期待对您有协助。
1、冷挤压法:挤压成型前必须对胚料开展机械加工预备处理,当挤压成型直徑100毫米下列的管材时,机器设备资金投入小,原材料消耗少,技术性比较完善。
2、热冲压法:无缝钢管是将平板电脑毛胚或事先成形的毛胚固定不动到转动的芯轴上,用旋轮对毛胚施压,旋轮另外作轴径送进,历经一次或数次生产加工,得到各种各样厚壁中空旋转体产品的加工工艺方式。
3、热破孔冷轧法:热破孔冷轧以纵轧拓宽和斜轧拓宽为主导。纵轧拓宽冷轧关键比较有限动芯轴连轧管冷轧,少声卡机架限动芯轴连轧管冷轧,三辊限动芯轴连轧管冷轧及其波动芯轴连轧管冷轧。
4、热推制扩径法:推制扩径机器设备简易,工程造价便宜,检修便捷,经济发展经久耐用,产品规格型号转换灵便,如必须制取大口径弯头等相近产品,只必须一些零配件就可以。合适生产制造中、厚壁厚大直徑无缝钢管材,还可以生产制造不超过机器设备工作能力的厚壁管管。


