
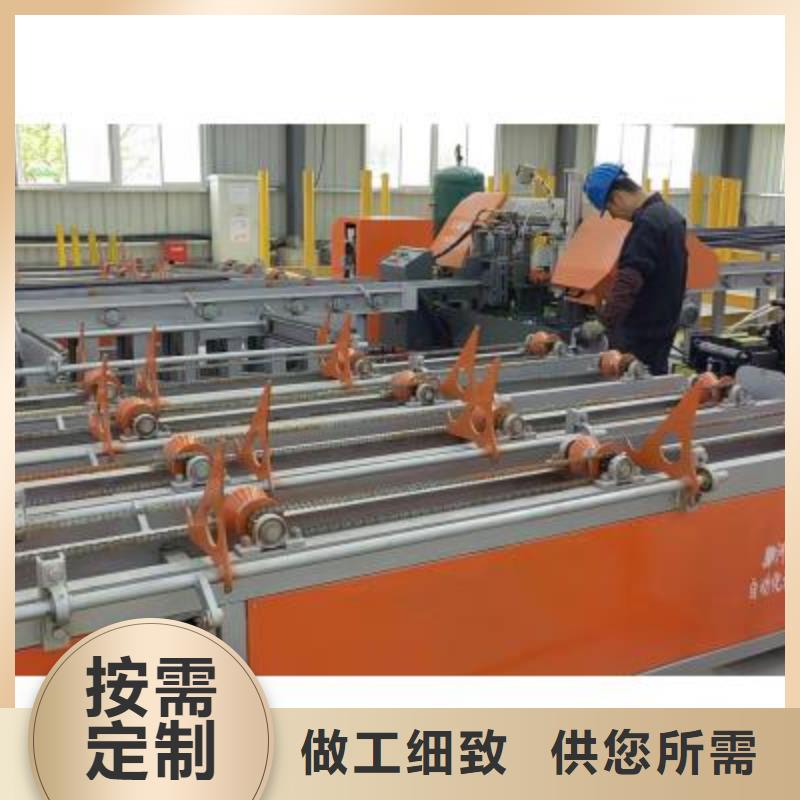

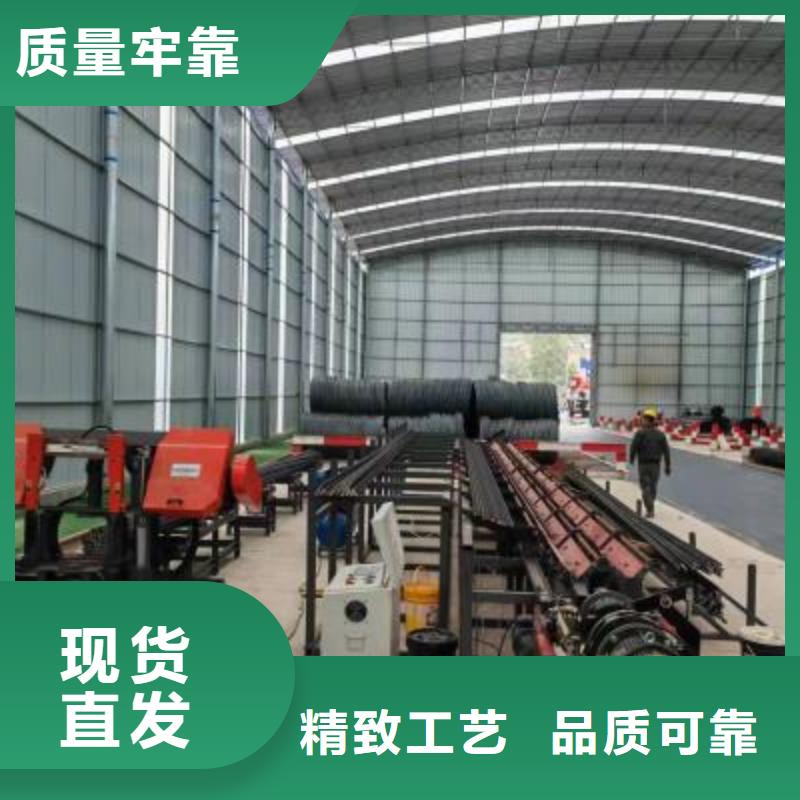



昌江县钢筋套丝打磨生产线货源的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:昌江县钢筋套丝打磨生产线货源的图文介绍


a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等。



建贸机械 有限公司是一家集生产与销售 甘肃定西钢筋冷挤压机产品的优质供应商。公司自成立以来始终坚持以“质量di yi、服务di yi、诚信经营、共谋发展”的经营理念,管理上坚持以人为本,服务上以客户为尊。我司拥有雄厚的技术开发力量、严格的产品质量检验、先进的设计标准、合理的配套结构、采用了世界上先进的生产工艺。建贸机械 有限公司把产品质量作为企业生存的根本,把用户作为企业的上帝,与广大用户、四海宾朋互利合作,携手共进,共谋发展,共创光辉灿烂的明天!


切屑黏结在齿尖。
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力



· 液压控制锯切进给速度,无级可调。
· 液压控制导向块结构钳口双向夹紧,手动或液压夹紧。
· 小量可成束锯切,生产效率高。
· 带锯条采用滚动轴承和硬质合金导向,延长锯条的寿命。
的参数有哪些?我们来看一下。
1、主要技术参数
1.1 锯切范围:圆料○ Φ300mm 方料□(宽×高) 400×300(mm)
1.2 锯带速度:24 36 45 54 75
1.3 锯带尺寸:长度选用4115(3950)mm,宽度选用34mm,锯带厚度不得超过1.1mm。
1.4 电机:电机总功率4.0 KW
1.5 装卡方便,灵活可靠。

