
想知道16mn无缝管全国发货产品为何如此受欢迎?观看视频,答案自在其中。
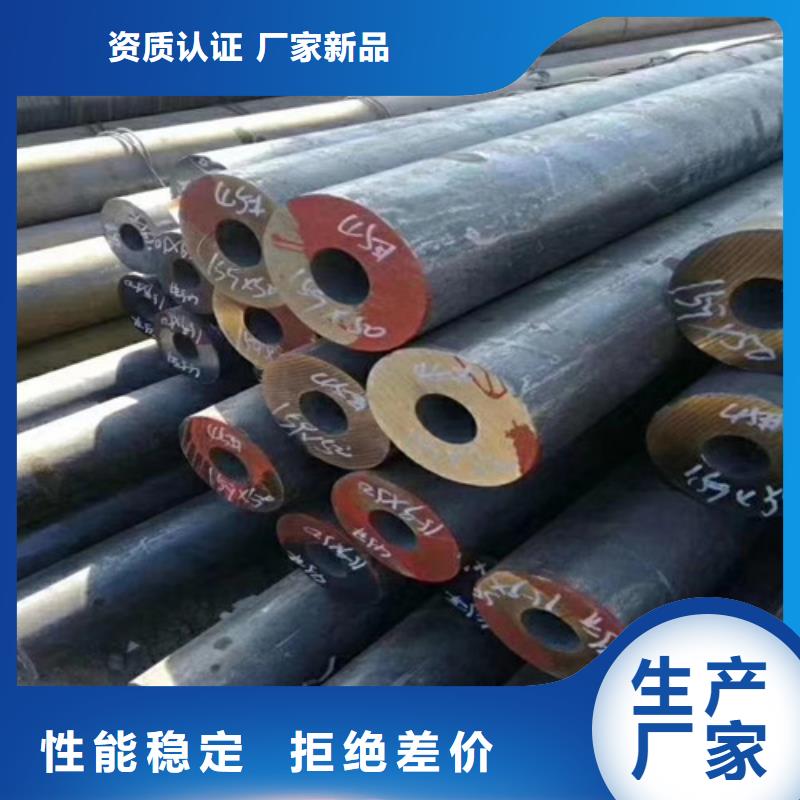
以下是:16mn无缝管全国发货的图文介绍
艾斯特钢材有限公司发挥人才优势,确保技术的实用性;依靠装备优势,以科研开发与实验生产相结合的模式,缩短 吉林四平大口径无缝钢管研发周期,提高了技术的针对性,可靠性;依托地域优势,确保 吉林四平大口径无缝钢管加工质量和周期;凭借体制优势,做到灵活机动、快速反应、服务周到。


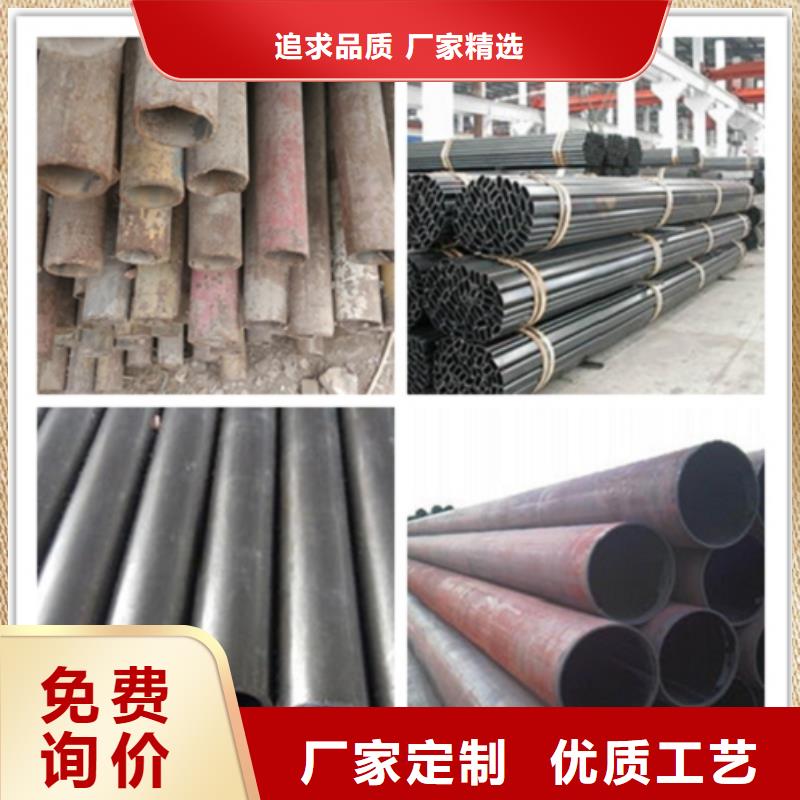
16mn无缝钢管热镀锌的锌液温度以控制在450~460’C范围内为 温度。当温度偏高时,会增加热耗,缩短钢质锌锅的使用寿命,加快锌渣和锌灰的生成,影响镀锌斛蚕塑圃层的质量。当温度偏低时,会影响16mn无缝钢管镀锌的能力,而且因锌液流动性降低使锌层堆积加厚不均匀。 有经验的热镀锌工作者是通过观察热镀锌的反应现象来控制浸镀时间的:“把16mn无缝钢管进入浸锌液中直到‘沸腾’现象停止,然后不耽误地马上提出来,这样就可以得到大多数用途所要求的锌层厚度”。 多数研究结果表明,纯锌层下面的锌一铁合金层的厚度与浸锌时间有关,而纯锌层的厚度与16mn无缝钢管的提出速度有关。一些生产多年的高压线铁塔厂、金属结构厂、钢管热镀锌厂和汽车零部件热镀锌厂的浸锌工艺时间一般为30~60s。 大口径无缝管市场的终端成交尽管有小幅的放量,但跟去年同期相比相差甚远;且钢价远低于去年同期水平;需求无法释放,说明下游行业在经济转弱的情况下,对钢材的采购方式发生了改变,相对谨慎的执行按需采购的策略,以避免不必要的损失。下游终端的采购始终保持谨慎观望的态度,直接弱化此前钢厂和大口径无缝管钢贸商联手挺价的热情,在成交疲软的影响下,只能选择盘整消化。



接连油管是一种单根长度达几千米并可重复曲折、完成多次塑性变形的新式石油管材。接连油管及其工作配备被称作“全能工作机”,在国外如美国、加拿大等 ,接连油管已成为油田工作中必不可少的石油配备。当前长接连油管是9000m长,关于这种特别油管制作的核心技术是: 1、化学元素 因为严厉的执役环境,对接连油管资料力学功能和抗腐蚀功能有较高的需求,要对资料的化学成分优化规划,还有必要对锻炼、轧制等完成全流程洁净化操控,尽量减少搀杂物和S、P等有害元素含量。 2、加工 因为位错增殖等缘由导致的加工硬化和包申格效应一起作用后,管体强度的改换规则加以操控。 3、热处置 经过对管体热处置,完成安排和功能的 操控,特别是高强度与高塑性以及低的剩余应力。 4、焊接技能 对低碳微合金钢,当前主要选用HFW焊接技能,需求研讨 焊接技能参数(如电流、电压、频率、焊接速度、成形角、挤压量等),研讨焊缝以及焊缝热处置技能。 5、板材对接 要完成HFW焊管接连出产,有必要先将板材接长,当前板材对接主要选用TIG、MAG和等离子焊接等办法。正在研讨的办法是拌和摩擦焊办法。 6、管材对接 接连油管在使用过程中可能会形成有些损害,有必要将损害或缺点有些切除去,并经过焊接将管子连接起来。传统的对接办法通常选用手艺TIG焊,焊接质量难以操控,当前使的是全自动焊接技能。 7、新制作技能 如CVR技能,即选用同一规范的管坯的接连管,在线经过中频感应加热到940℃,经过热机械轧制,一方面完成HFW焊缝优化或无缝化,另一方面完成变壁厚或变径。别的,还有特别用不锈钢接连管激光焊接技能等



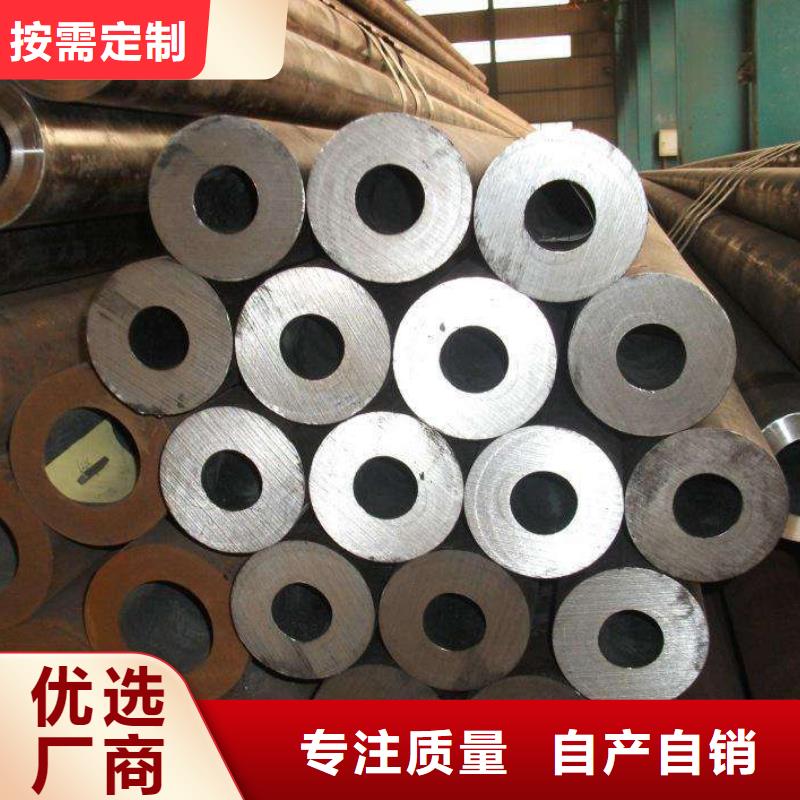
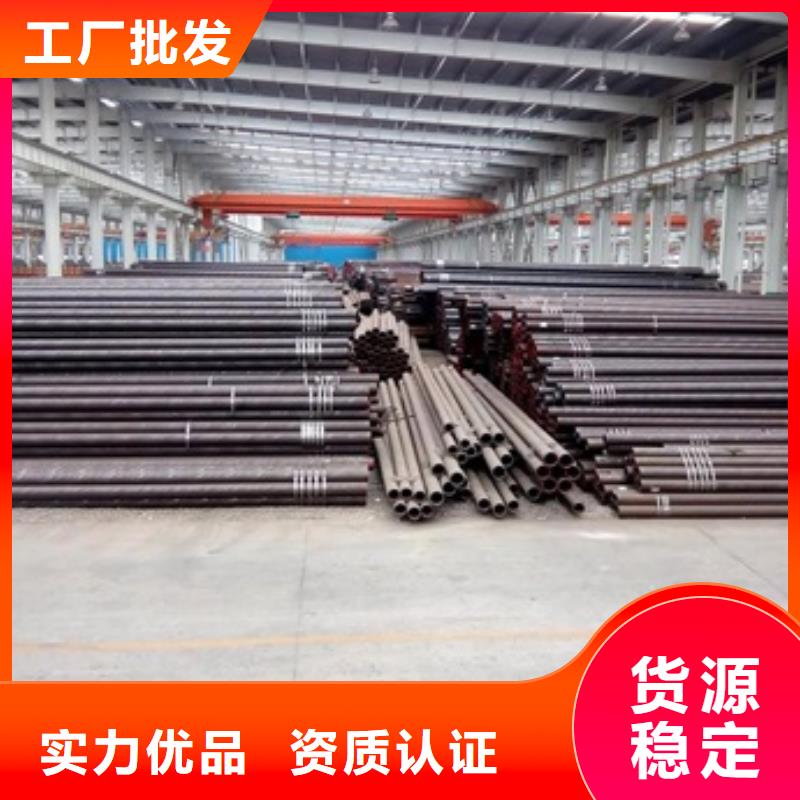
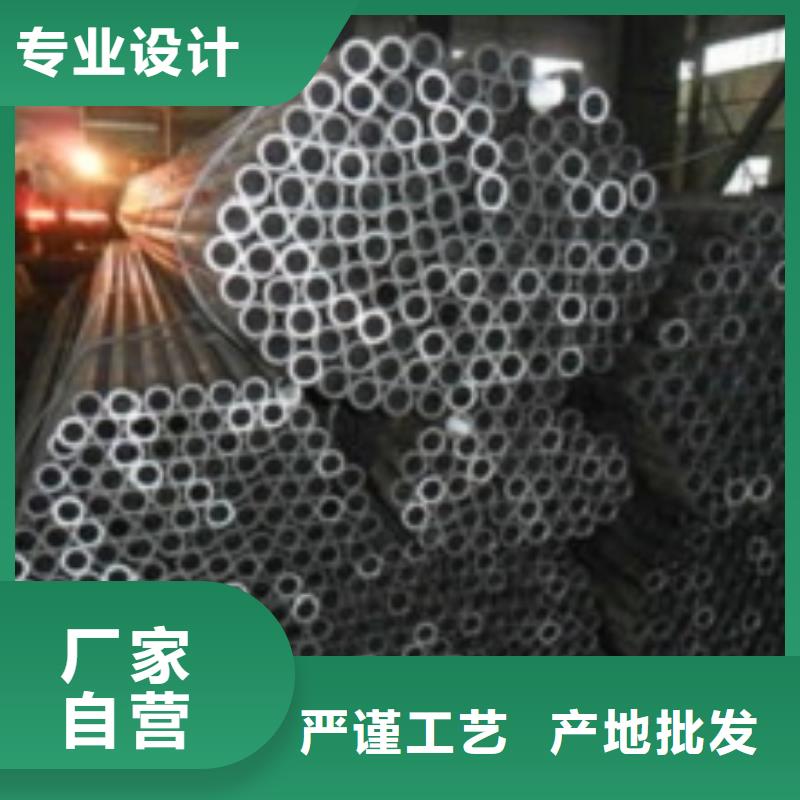
一般的无缝管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
