




想要更直观地感受大口径法兰毛坯生产厂家产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:大口径法兰毛坯生产厂家的图文介绍


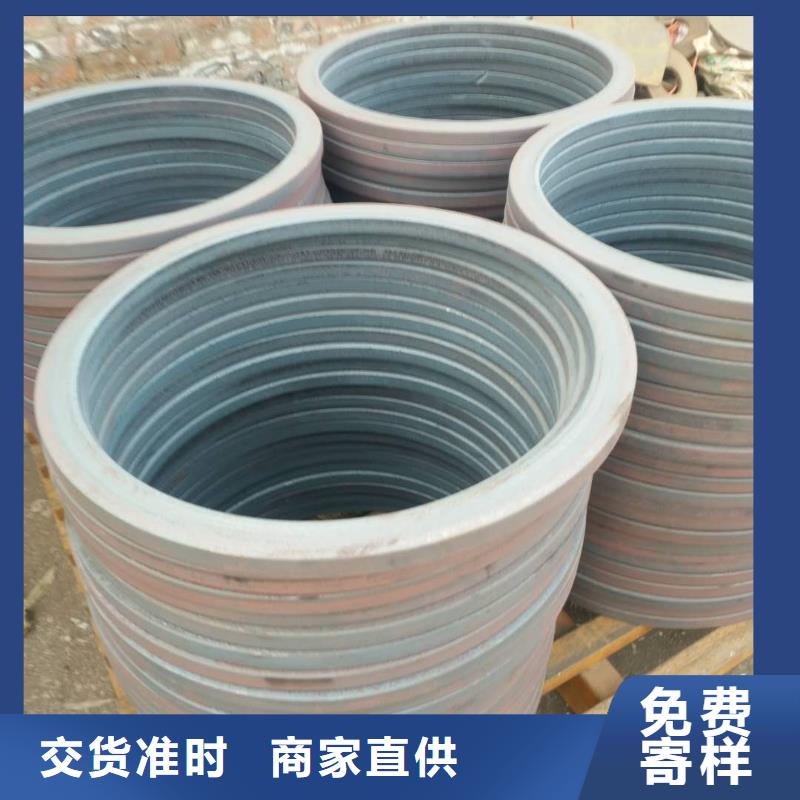
聊城搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。法兰盘简称法兰,只是一个统称,通常是指在一个类似盘状的金属体的周边开上几个固定用的孔用于连接其它东西。这东西在机械上应用很广泛,所以样子也千奇百怪的,只要像就是叫法兰盘,其名字是来源于英文flange。法兰(flange)又叫法兰盘或突缘盘。
使管子与管子相互连接的零件,连接于管端。法兰上有孔眼,螺栓使两法兰紧连。法兰间用衬垫密封。法兰管件(flanged pipe fittings)指带有法兰(突缘或接盘)的管件。它可由浇铸而成(图暂缺),也可由螺纹连接或焊接构成。法兰连接(flange,joint)由一对法兰、一个垫片及若干个螺栓螺母组成。垫片放在两法兰密封面之间,拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使连接严密不漏。法兰连接是一种可拆连接。按所连接的部件可分为容器法兰及管法兰。按结构型式分,有整体法兰、活套法兰和螺纹法兰。常见的整体法兰有平焊法兰及对焊法兰。平焊法兰的刚性较差,适用于压力p≤4MPa的场合;对焊法兰又称高颈法兰,刚性较大,适用于压力温度较高的场合。法兰密封面的型式有三种:平面型密封面,适用于压力不高、介质的场合;凹凸密封面,适用于压力稍高的场合;榫槽密封面,适用于易燃、易爆、有毒介质及压力较高的场合。垫片是一种能产生塑性变形、并具有一定强度的材料制成的圆环。大多数垫片是从非金属板裁下来的,或由专业工厂按规定尺寸制作,其材料为石棉橡胶板、石棉板、聚乙烯板等;也有用薄金属板(白铁皮、不锈钢)将石棉等非金属材料包裹起来制成的金属包垫片;还有一种用薄钢带与石棉带一起绕制而成的缠绕式垫片。普通橡胶垫片适用于温度低于120℃的场合;石棉橡胶垫片适用于对水蒸气温度低于450℃,对油类温度低于350℃,压力低于5MPa的场合,对于一般的腐蚀性介质,常用的是耐酸石棉板。在高压设备及管道中,采用铜、铝、10号钢、不锈钢制成的透镜型或其他形状的金属垫片。高压垫片与密封面的接触宽度非常窄(线接触),密封面与垫片的加工光洁度较高。
使管子与管子相互连接的零件,连接于管端。法兰上有孔眼,螺栓使两法兰紧连。法兰间用衬垫密封。法兰管件(flanged pipe fittings)指带有法兰(突缘或接盘)的管件。它可由浇铸而成(图暂缺),也可由螺纹连接或焊接构成。法兰连接(flange,joint)由一对法兰、一个垫片及若干个螺栓螺母组成。垫片放在两法兰密封面之间,拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使连接严密不漏。法兰连接是一种可拆连接。按所连接的部件可分为容器法兰及管法兰。按结构型式分,有整体法兰、活套法兰和螺纹法兰。常见的整体法兰有平焊法兰及对焊法兰。平焊法兰的刚性较差,适用于压力p≤4MPa的场合;对焊法兰又称高颈法兰,刚性较大,适用于压力温度较高的场合。法兰密封面的型式有三种:平面型密封面,适用于压力不高、介质的场合;凹凸密封面,适用于压力稍高的场合;榫槽密封面,适用于易燃、易爆、有毒介质及压力较高的场合。垫片是一种能产生塑性变形、并具有一定强度的材料制成的圆环。大多数垫片是从非金属板裁下来的,或由专业工厂按规定尺寸制作,其材料为石棉橡胶板、石棉板、聚乙烯板等;也有用薄金属板(白铁皮、不锈钢)将石棉等非金属材料包裹起来制成的金属包垫片;还有一种用薄钢带与石棉带一起绕制而成的缠绕式垫片。普通橡胶垫片适用于温度低于120℃的场合;石棉橡胶垫片适用于对水蒸气温度低于450℃,对油类温度低于350℃,压力低于5MPa的场合,对于一般的腐蚀性介质,常用的是耐酸石棉板。在高压设备及管道中,采用铜、铝、10号钢、不锈钢制成的透镜型或其他形状的金属垫片。高压垫片与密封面的接触宽度非常窄(线接触),密封面与垫片的加工光洁度较高。



.山东搏远金属制品有限公司专业生产国标、非标、美标、德标、日标、大标、二标法兰盘、法兰盲板、法兰毛坯、冲压件、挤压件、印刷制版堵头,制版版辊堵头,凹印制版堵头。本厂建立于2000年,员工50人,技术人员5名,设备 :400T12台,250T20台,160T15台,100T25台,车床10台,钻床50台。冲压厚度10mm、12mm、14mm、16mm、18mm、20mm、22mm,24mm25mm,30mm。冲压直径:100mm-800mm,材质为:碳钢,Q235B,20#,45#,16MN。生产厂家的优势让我们更有竞争力。质量,打造产品。诚打造长期合作伙伴。可以依据各种标准生产各种形式的法兰盘,并可以根据客户图纸要求制作,满足客户的个性化需求。我们拥有坚实得技术力量、先进的生产工艺、完备的质量检验和可靠地售后服务及的企业誉。发货及时,型号:14*100 14*120 14*130 14*140 14*135 14*145 14*148 14*150 14*155 14*160 14*165 14*168 14*170 14*175 14*180 14*185 14*190 14*200 14*195 14*205 14*210 14*215 14*220 14*215 14*220 14*225 14*230 14*235 14*240 14*245 14*250 14*255 14*265 14*280 14*285 14*290 14*295 14*300 14*305 14*310 14*315 14*320 14*325 14*330 14*335 14*340 14*345 14*350 14*355 14*360 14*365 14*370 14*380 14*390 等等,厚度有10mm 12mm 16mm 18mm 20mm 22mm 24mm 28mm 30mm
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰GB/T 9121-2010 平焊环板式松套钢制管法兰 直径型号是一样的。碳钢法兰毛坯_主要产品,板式平焊法兰_不锈钢对焊法兰_美标带颈平焊法兰等,拥有专业技术团队,可根据客户特殊要求定制生产,满足客户特殊需求,欢迎来电咨询。
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰GB/T 9121-2010 平焊环板式松套钢制管法兰 直径型号是一样的。碳钢法兰毛坯_主要产品,板式平焊法兰_不锈钢对焊法兰_美标带颈平焊法兰等,拥有专业技术团队,可根据客户特殊要求定制生产,满足客户特殊需求,欢迎来电咨询。

14.船用平焊法兰是将管子插入法兰内圈焊接的法兰,平焊法兰分为带颈平焊法兰和板式搭焊法兰两种。平焊法兰的优点是制造简单、生产成本低,但不耐高温高压,主要用于压力低于2.5 MPa的常温管路,是船舶采用多的法兰。
船用对焊法兰又称高颈法兰,就是指带颈的有圆管过渡的并与管子对焊连接的法兰。对焊法兰刚性较大不易变形,密封好,应用广泛,适用于压力温度较高的场合,公称压力PN在16MPa左右。主要用于压缩空气管系、二氧化碳管系。
船用松套法兰又称活套法兰,一般都是管道的材质造价很高,为降低成本而采用与管道同材质的内接件和不同材质的法兰组合,就是利用翻边、钢环等把法兰套在管端上,法兰可以在管端上活动的一种管件。松套法兰 一般用于铜镍合金管和伸缩节上。
船用液压法兰船舶液压管系压力非常高,所以都采用特制的承插式高压方法兰,法兰厚度根据管径不同在30mm—45mm左右,这种法兰一般采用一片凹法兰与一片凸法兰的连接方式,用O型圈作为密封材料。
船用对焊法兰又称高颈法兰,就是指带颈的有圆管过渡的并与管子对焊连接的法兰。对焊法兰刚性较大不易变形,密封好,应用广泛,适用于压力温度较高的场合,公称压力PN在16MPa左右。主要用于压缩空气管系、二氧化碳管系。
船用松套法兰又称活套法兰,一般都是管道的材质造价很高,为降低成本而采用与管道同材质的内接件和不同材质的法兰组合,就是利用翻边、钢环等把法兰套在管端上,法兰可以在管端上活动的一种管件。松套法兰 一般用于铜镍合金管和伸缩节上。
船用液压法兰船舶液压管系压力非常高,所以都采用特制的承插式高压方法兰,法兰厚度根据管径不同在30mm—45mm左右,这种法兰一般采用一片凹法兰与一片凸法兰的连接方式,用O型圈作为密封材料。


高颈法兰又称之为对焊法兰,它与平焊法兰不同之处在于从法兰与管子焊接处到法兰盘有一段长而倾斜的高颈,此段高颈的壁厚沿高度方向逐渐过渡到管壁厚度,改善了应力的不连续性,因而增加了法兰强度。
高颈法兰主要用于工况比较苛刻的场合,如管道热膨胀或其他载荷而使法兰处受的应力较大或应力变化反复的场合,压力、温度大幅度波动的管道或高温、高压及零下低温的管道。高颈法兰不易变形,密封好,应用广泛,公称压力PN1.0MPa~PN25.0MPa左右。
高颈法兰按照密封面的种类可以分为:平面高颈法兰、突面高颈法兰、凹凸面高颈法兰、榫槽面搞法兰、环连接面高颈法兰。
松套法兰简称PJ法兰,平焊环松套法兰(PJ/RJ)是可以活动的法兰片,一般是配套在给排水配件上(伸缩节上常见),厂家出厂时伸缩节两端就各有一片法兰,平焊环松套法兰直接与工程中的管道、设备用螺栓连接。
一般来讲,在以下三种情况之一时用平焊环松套法兰:
1、节约成本。当管材材质特殊,价格昂贵时,焊接同样材质的法兰成本高。
2、不便于焊接或不便于加工或需要的强度大。如塑料管、玻璃钢管之类。
3、便于施工。如连接时法兰螺栓孔对应不便于找正或者防止日后更换设备法兰螺栓孔有变等。



搏远金属制品有限公司以“唯有进步、永不止步”为公司宗旨,遵循“科学管理、品质至上、优质服务、信誉”的方针,不断提供 云南西双版纳异性件厂家产品质量和完善服务,率经营管理,为客户提供优质的 云南西双版纳异性件厂家产品和满意的服务。


24 激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比 , 激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
(1)激光熔化切割山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“誉、质量、用户”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm²~105 W/cm²之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中,优光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对优焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率,切割速度受到气体射流速度的限制。



