




无论您是初次接触还是已经熟悉,我们的德钦预制板材施工安装产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:德钦预制板材施工安装的图文介绍


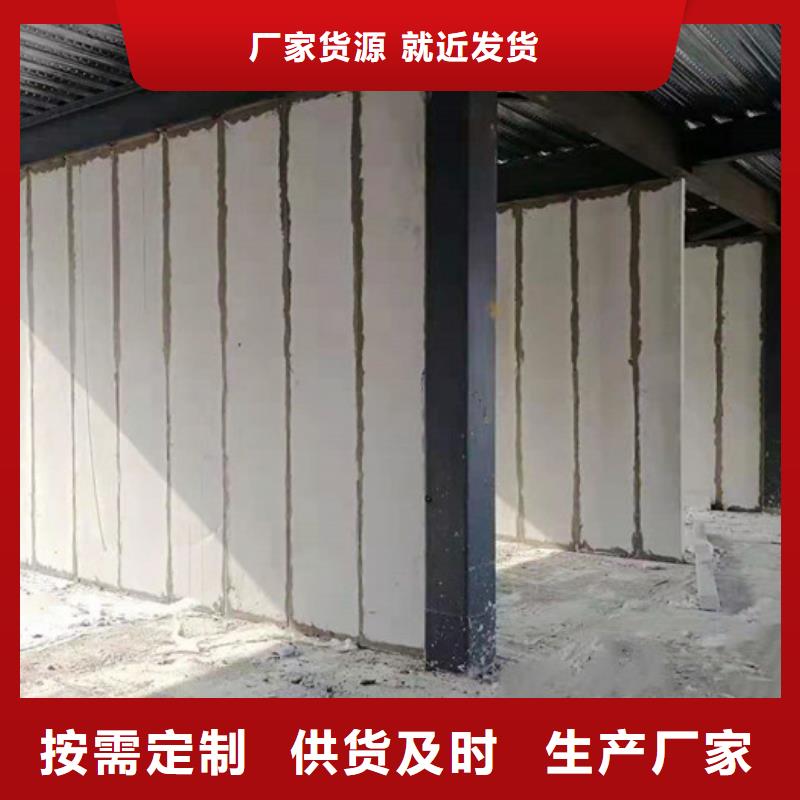
ALC板常见缺陷及处理办法
1、ALC板在搬运安装过程中易破损。解决办法:尽量减少搬运次数,轻拿轻放,采用绑带起吊安装(严禁用钢丝绳捆绑吊装)。
2、修补位置易脱落。解决办法:控制好混凝土结构尺寸;下料前核现场实际尺寸以缩小填补空隙;采用修补材料并根据温度等条件不同掺入108胶或其他添加剂等材料。
3、工程刷完涂料后不久接缝处出现细的竖向裂缝。解决办法:接缝的裂缝大多数是竖向裂缝,其产生的主要原因是填充墙为刚性结构,不能与砼结构协同变形;另一面由于钢筋混凝土结构与加气砼结构膨胀温度线系数的差异,当温度变化后出现变形差。对于已完工程,减小钢筋混凝土结构的温差变形是不现实的。解决问题的关键在于使填充墙与框架结构形成整体,并具有应变能力。根据笔者的现场经验建议在ALC墙板和砼结构之间施工成5-6cm左右宽、2cm竖缝用以填充发泡剂堵实,然后再加2道防裂网格布后批嵌腻子刷好涂料,实践效果较好。也可装修时建议设计在该处做成凹槽竖缝、变形缝,与地面砖缝以及天花缝保持一致,降低裂缝的可能性。
4、抹灰层易空鼓。解决办法:抹灰用强度等级不小于32.5的硅酸盐水泥或普通硅酸盐水泥;水泥砂浆配合比为1:3;淡水、中砂,含泥量不超过3%,使用前应过筛。抹灰程序为:表面清扫干净→喷一道EC处理剂→通抹底灰一遍→喷防裂剂一道→中层底糙灰。
抹灰应分层进行,底层抹灰层厚约10mm(以埋住钢丝为准)。下一层厚8―10mm,施工时只能单面进行,施工一面时,另一面用支撑支牢,不允许轻质墙体出现不平整现象。另一面抹灰应待48小时后进行,抹灰后及时养护。
5、防撞性能低。解决办法:在有叉车等车辆经常出入的门口两侧设置防撞柱。
6、为了便于门窗安装,ALC板门窗洞口尺寸通常按门窗框每边加大20~25mm预留,如此导致门窗框与板之间留有缝隙。缝隙通常采用填塞岩棉后表面打胶的方式处理,在后期使用过程中受密封胶本身质量和人为破坏的影响,致使外观效果差,维修难度增加。对于该问题建议由装修单位在门窗框周边增加宽度约100mm的硅钙板条,即能满足墙的要求又减少了维修隐患。
1、ALC板在搬运安装过程中易破损。解决办法:尽量减少搬运次数,轻拿轻放,采用绑带起吊安装(严禁用钢丝绳捆绑吊装)。
2、修补位置易脱落。解决办法:控制好混凝土结构尺寸;下料前核现场实际尺寸以缩小填补空隙;采用修补材料并根据温度等条件不同掺入108胶或其他添加剂等材料。
3、工程刷完涂料后不久接缝处出现细的竖向裂缝。解决办法:接缝的裂缝大多数是竖向裂缝,其产生的主要原因是填充墙为刚性结构,不能与砼结构协同变形;另一面由于钢筋混凝土结构与加气砼结构膨胀温度线系数的差异,当温度变化后出现变形差。对于已完工程,减小钢筋混凝土结构的温差变形是不现实的。解决问题的关键在于使填充墙与框架结构形成整体,并具有应变能力。根据笔者的现场经验建议在ALC墙板和砼结构之间施工成5-6cm左右宽、2cm竖缝用以填充发泡剂堵实,然后再加2道防裂网格布后批嵌腻子刷好涂料,实践效果较好。也可装修时建议设计在该处做成凹槽竖缝、变形缝,与地面砖缝以及天花缝保持一致,降低裂缝的可能性。
4、抹灰层易空鼓。解决办法:抹灰用强度等级不小于32.5的硅酸盐水泥或普通硅酸盐水泥;水泥砂浆配合比为1:3;淡水、中砂,含泥量不超过3%,使用前应过筛。抹灰程序为:表面清扫干净→喷一道EC处理剂→通抹底灰一遍→喷防裂剂一道→中层底糙灰。
抹灰应分层进行,底层抹灰层厚约10mm(以埋住钢丝为准)。下一层厚8―10mm,施工时只能单面进行,施工一面时,另一面用支撑支牢,不允许轻质墙体出现不平整现象。另一面抹灰应待48小时后进行,抹灰后及时养护。
5、防撞性能低。解决办法:在有叉车等车辆经常出入的门口两侧设置防撞柱。
6、为了便于门窗安装,ALC板门窗洞口尺寸通常按门窗框每边加大20~25mm预留,如此导致门窗框与板之间留有缝隙。缝隙通常采用填塞岩棉后表面打胶的方式处理,在后期使用过程中受密封胶本身质量和人为破坏的影响,致使外观效果差,维修难度增加。对于该问题建议由装修单位在门窗框周边增加宽度约100mm的硅钙板条,即能满足墙的要求又减少了维修隐患。



鼓励发展类
(一)板材类
1.纸面石膏板(工业副产石膏为原料),达到GB/T9775-2008技术要求,以工业副产石膏为主要原料,其单线年生产规模3000万平方米及以上生产线。
2.建筑用轻质隔墙条板、灰渣混凝土空心隔墙板、玻璃纤维增强水泥轻质多孔隔墙条板,达到GB/T23451-2009、GB/T23449-2009、GB/T19631-2005技术要求,采用机械化生产,单线年生产规模≥15万平方米。
3.纤维水泥夹芯复合墙板,达到JC/T1055-2007技术要求,采用成组立模生产工艺,年生产规模50万平方米及以上生产线。
4.石膏空心条板(工业副产石膏为原料),达到JC/T829-2010技术要求,采用机械化生产,年生产规模15万平方米及以上生产线。
5.蒸压加气混凝土板,达到GB15762-2008技术要求,年生产规模20万立方米及以上生产线。
6.建筑用金属面绝热夹芯板,达到GB/T23932-2009技术要求,绝热材料达到有关要求,年生产规模50万平方米及以上生产线。
7.钢丝网架水泥聚苯乙烯夹芯板、大模内置外墙外保温系统用钢丝网架模塑聚苯乙烯板,达到JC623-1996、GB26540-2011技术要求,聚苯乙稀夹芯板达到有关要求,年生产规模20万平方米及以上生产线。
8.纤维增强硅酸钙板、蒸压纤维水泥板,达到JC/T564.1-2008、JC/T412.1-2006技术要求,并增加高密度板比例,其单线年生产规模800万平方米及以上生产线。
9.建筑用U型玻璃(以废玻璃为原料),达到JC/T867-2000、06J505-1、11J508构造图集技术要求,以废碎玻璃为原料,年生产规模60万平方米及以上生产线。
10.玻璃纤维增强水泥外墙板,达到JC/T1057-2007技术要求,以耐碱玻璃纤维、低碱度水泥为原料,采用机械化喷射成型工艺,年生产规模20万平方米及以上生产线。
11.幕墙用烧结装饰板,达到正在报批的GB××××-201×技术要求。
12.纤维增强水泥外墙装饰挂板,达到JC/T 2085-2011技术要求,其单线年生产规模60万平方米及以上机械化生产线。
(一)板材类
1.纸面石膏板(工业副产石膏为原料),达到GB/T9775-2008技术要求,以工业副产石膏为主要原料,其单线年生产规模3000万平方米及以上生产线。
2.建筑用轻质隔墙条板、灰渣混凝土空心隔墙板、玻璃纤维增强水泥轻质多孔隔墙条板,达到GB/T23451-2009、GB/T23449-2009、GB/T19631-2005技术要求,采用机械化生产,单线年生产规模≥15万平方米。
3.纤维水泥夹芯复合墙板,达到JC/T1055-2007技术要求,采用成组立模生产工艺,年生产规模50万平方米及以上生产线。
4.石膏空心条板(工业副产石膏为原料),达到JC/T829-2010技术要求,采用机械化生产,年生产规模15万平方米及以上生产线。
5.蒸压加气混凝土板,达到GB15762-2008技术要求,年生产规模20万立方米及以上生产线。
6.建筑用金属面绝热夹芯板,达到GB/T23932-2009技术要求,绝热材料达到有关要求,年生产规模50万平方米及以上生产线。
7.钢丝网架水泥聚苯乙烯夹芯板、大模内置外墙外保温系统用钢丝网架模塑聚苯乙烯板,达到JC623-1996、GB26540-2011技术要求,聚苯乙稀夹芯板达到有关要求,年生产规模20万平方米及以上生产线。
8.纤维增强硅酸钙板、蒸压纤维水泥板,达到JC/T564.1-2008、JC/T412.1-2006技术要求,并增加高密度板比例,其单线年生产规模800万平方米及以上生产线。
9.建筑用U型玻璃(以废玻璃为原料),达到JC/T867-2000、06J505-1、11J508构造图集技术要求,以废碎玻璃为原料,年生产规模60万平方米及以上生产线。
10.玻璃纤维增强水泥外墙板,达到JC/T1057-2007技术要求,以耐碱玻璃纤维、低碱度水泥为原料,采用机械化喷射成型工艺,年生产规模20万平方米及以上生产线。
11.幕墙用烧结装饰板,达到正在报批的GB××××-201×技术要求。
12.纤维增强水泥外墙装饰挂板,达到JC/T 2085-2011技术要求,其单线年生产规模60万平方米及以上机械化生产线。

