

准备好领略不锈钢管无缝方管性价比高产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
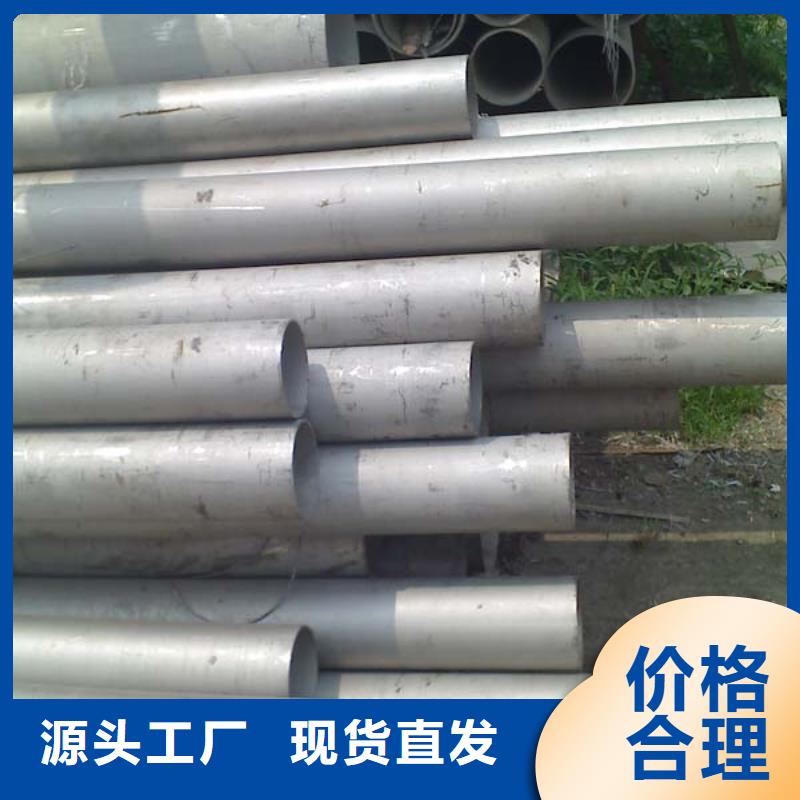
以下是:不锈钢管无缝方管性价比高的图文介绍
国耀宏业钢铁有限公司主要经营:【江西宜春方管厂家】, 本厂家秉承“顾客至上,锐意进取”的经营理念,坚持“客户为先”的原则为广大客户提供优质的【江西宜春方管厂家】。欢迎广大客户惠顾! 本厂家是致力于集研发、生产、销售、服务为一体的股份企业。经过多年的探索发展及不断的吸收、消化国内外的同类【江西宜春方管厂家】产品 的先进技术,厂家【江西宜春方管厂家】产品已从单一走向系列,积累丰富的设计、制作及装配经验。


包括:①结构和润滑的特点及不足;②设备精度和耐磨寿命的差距与不足;③液压系统、液压元器件和检测、控制器件的差距与不足;④电器系统和检测、控制器件的差距与不足;⑤自动化的一、二级计算机控制系统,计算机、检测和控制仪器仪表以及元器件的差距与不足。
(2)深层次地总结立式斜轧穿孔、延伸机(三辊、精密)的设计制造以及设备设计制造的精度和水平。包括:①锁紧装置和设备可靠性的特点;②轧辊同前后导向和前后台中心线(对中)的特点。(3)深层次地总结二辊、三辊连轧管机的设计制造以及设备设计制造精度与水平。
包括:①二辊连轧管机轧辊机架摆放形式的特点;②三辊连轧管机侧向换辊机架机构的特点,芯棒托管机构的特点和5机架脱管机的配置特点;③轧辊孔型自动修正和轧制中心线的检查与特点。(4)深层次地总结定(减)径机和张力减径机的设计制造以及设备设计制造精度与水平。
包括:①定(减)径机内传动与外传动的结构对比和外传动的特点;②张力减径机各种传动方式的对比和各自的特点。(5)深层次地研究、分析和总结使用及排管锯的经验,、设计和制造具有高水平的排管锯。其核心是防锯片震动,即无间隙轴承和锯片导卫装置及其布置。
(2)深层次地总结立式斜轧穿孔、延伸机(三辊、精密)的设计制造以及设备设计制造的精度和水平。包括:①锁紧装置和设备可靠性的特点;②轧辊同前后导向和前后台中心线(对中)的特点。(3)深层次地总结二辊、三辊连轧管机的设计制造以及设备设计制造精度与水平。
包括:①二辊连轧管机轧辊机架摆放形式的特点;②三辊连轧管机侧向换辊机架机构的特点,芯棒托管机构的特点和5机架脱管机的配置特点;③轧辊孔型自动修正和轧制中心线的检查与特点。(4)深层次地总结定(减)径机和张力减径机的设计制造以及设备设计制造精度与水平。
包括:①定(减)径机内传动与外传动的结构对比和外传动的特点;②张力减径机各种传动方式的对比和各自的特点。(5)深层次地研究、分析和总结使用及排管锯的经验,、设计和制造具有高水平的排管锯。其核心是防锯片震动,即无间隙轴承和锯片导卫装置及其布置。



多层焊时,每焊完一层要焊渣,层间温度应低于60℃与腐蚀介质的焊缝,为防止由于重复加热而降低耐腐蚀性,应焊接。焊后可采取强制冷却措施,加速接头冷却。焊接开始时,不要在焊件上随便引弧,以免损伤焊件表面,影响耐腐蚀性。
常用方法是采用手弧焊封底,并用纯铜板垫、 垫和焊剂垫等。(三)18-8奥氏体不锈钢管的钨极氩弧焊工艺:18-8奥氏体不锈钢管的钨极氩弧焊适宜于厚度不超过8mm的板结构,适宜于厚度在3mm以下的薄板、直径在60mm以下的管子以及厚件的打底焊。
(四)18-8奥氏体不锈钢管的熔化极氩弧焊工艺:18-8奥氏体不锈钢管采用熔化极氩弧焊时,若使用纯作为保护气体会引起一系列困难,正确的焊接做法是采用氧化性混合气体作保护气体,即在纯中加入少量氧气或CO2气体。
钨极氩弧焊电弧的热功率低,所以焊接速度较慢,约为手弧焊速度的1/2~1/3。因此,焊接接头冷却过程中在危险温度区停留的时间长,耐腐蚀性能较差。焊接厚板时以射流过渡焊接,保护气体的质量分数为Ar98%+O22%。


在试压过程中,由于压力的增加,横梁会在弹性变形范围内随着压力有一定小的伸长,为了使横梁在伸长时只受简单的拉伸力,太重在横梁的自由端和中间支撑点使用如图3所示的滚动支撑结构,构成了一个滚动摩擦副,确保在横梁能自由的伸长缩短。
采用多功能充水头具有充水、增压、脱管的功能。屏弃了水压机的伸缩接头和伸缩管,增压时采用的端面静密封,了设备的不可靠点。后压头平衡缸由一个缸用4个缸代替,大大降低了生产加工的难度及成本。3结语该不锈钢管试验机组已经成功的安装到2条直缝不锈钢管生产线上,并调试成功,正在为客户发挥着质量检验的重要作用,并创造了的经济效益。
同时也突破了在高压力、大直径不锈钢管试验机组的现状。国内焊管的需求越来越大与国外市场的开拓扩大,焊管生产线对这种水压试验机需求越来越迫切,4000t水压试验机的及时成功研制、应用为它们解决了难题。无损检测已经历一个世纪,尽管该本身并非一种生产,但其水平却能反映该部门、该行业该地区甚至该国的工业水平。
无损检测所能带来的经济效益十分明显。统计资料显示,经过无损检测后的产品增值情况大致是,机械产品为5%,、宇航、原子能产品为12%-18%,为20%。例如,汽车几千个零件采用无损检测后,整车运行公景数了一倍,这大大了产品在市场的竞争力;小汽车生产中30%零件采用无损检测后质量迅速超过美国。
采用多功能充水头具有充水、增压、脱管的功能。屏弃了水压机的伸缩接头和伸缩管,增压时采用的端面静密封,了设备的不可靠点。后压头平衡缸由一个缸用4个缸代替,大大降低了生产加工的难度及成本。3结语该不锈钢管试验机组已经成功的安装到2条直缝不锈钢管生产线上,并调试成功,正在为客户发挥着质量检验的重要作用,并创造了的经济效益。
同时也突破了在高压力、大直径不锈钢管试验机组的现状。国内焊管的需求越来越大与国外市场的开拓扩大,焊管生产线对这种水压试验机需求越来越迫切,4000t水压试验机的及时成功研制、应用为它们解决了难题。无损检测已经历一个世纪,尽管该本身并非一种生产,但其水平却能反映该部门、该行业该地区甚至该国的工业水平。
无损检测所能带来的经济效益十分明显。统计资料显示,经过无损检测后的产品增值情况大致是,机械产品为5%,、宇航、原子能产品为12%-18%,为20%。例如,汽车几千个零件采用无损检测后,整车运行公景数了一倍,这大大了产品在市场的竞争力;小汽车生产中30%零件采用无损检测后质量迅速超过美国。



