


想要深入了解混凝土膜袋大量现货充足产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:混凝土膜袋大量现货充足的图文介绍

购买须知
一、起订量:我公司 青海黄南铜片止水产品有库存标准款和定制款,定制款可来图,或者根据您的需求定制。
二、报价:价格根据客户 青海黄南铜片止水下单数量以及材质、尺寸、颜色等要求核算,网上报价为参考价格。
三、下单方式:下单以双方签字盖章的合同为准。
四、付款方式:银行转帐汇款,30%预付款,尾款付清发货。
五、货期:根据 青海黄南铜片止水生产任务排单,正常交货时间为收到定金起1-20天。
六、运输方式:物流或者快递送货上门,物流费用我公司承担。
七、售后服务: 青海黄南铜片止水售出若无质量问题,概不退换;若为本公司 青海黄南铜片止水产品质量问题,本公司负责维修或者退换,所产生费用本公司负责。
八、其他未尽事项由双方协商解决


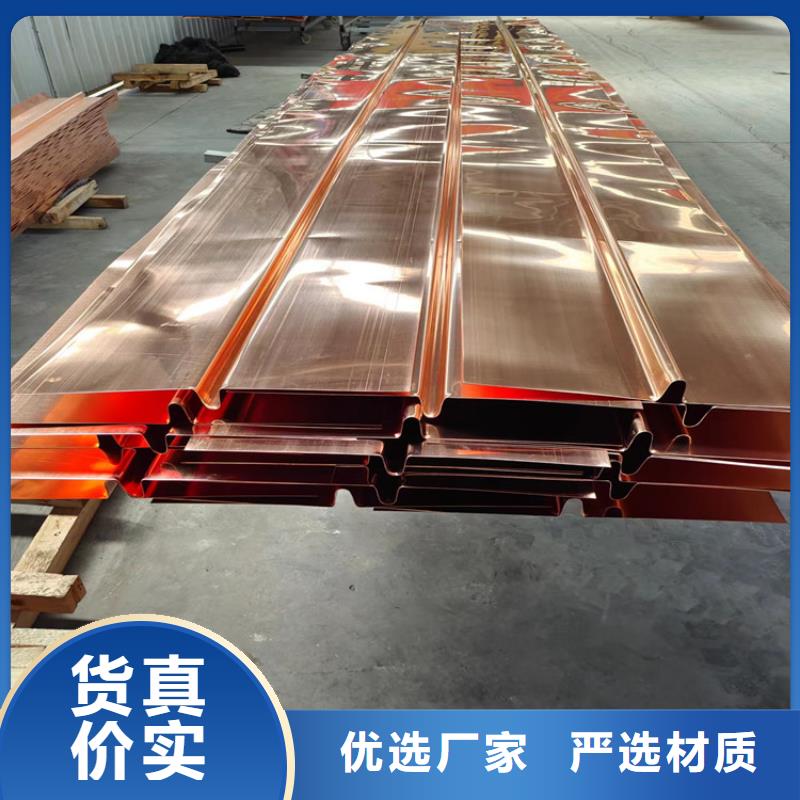
华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。止水铜片的形状与建筑物息息相关,常见的有弧形止水铜片、华尔网同城十字形止水铜片、华尔网同城椭圆形止水铜片等,还有一些通常断面是什么形状我们就称其为什么形,如T形止水铜片、华尔网同城W形止水铜片等。每个施工项目各有千秋,如在坝堆止水中,处于底部止水时通常用到W形止水铜片,使他区别于其他形状而独树一帜的特点便是中间能放置橡胶止水条,中间隆起的"鼻子"处能随施工缝热胀冷缩,和橡胶止水带结合使用可谓给防渗系统如虎添翼。再说说在箱涵止水、华尔网同城隧道止水中,弧形止水铜片必不可少。十字形止水铜片指的是止水铜片接头,对施工要求严格,施工项目需要更高的防渗级别,铜止水接头也不可或缺水工建筑物接缝止水带型式多样,选择铜止水带型式和尺寸可从以下因素予以考虑:1.由接缝变位及缝内水压力引起的 可能应力应小于材料的设计强度。设计强度的取值应考虑尺寸效应、华尔网同城蠕变等因素的影响。2.在水压力和接缝位移作用应下,止水带应不发生绕渗或尽量避免发生绕渗。3.应考虑水质对止水带侵蚀的影响。4.应考虑制造工艺和施工的影响,钢筋混凝土结构中的止水带应考虑钢筋布置的影响。5.如何选择定型产品:a.施工缝可采用平板型止水带。变形缝的止水带可伸展长度应大于接缝位移矢径长。止水带的翼板长度和是否采用复合型止水带,应根据抗绕渗要求确定。b.当运行期环境温度较低时,不宜选用PVC止水带。当止水带在运行期暴露于大气、华尔网同城阳光下是,应选用抗老化性能强的合成橡胶止水带、华尔网同城铜、华尔网同城或不锈钢止水带。采用多道止水带止水有抗震要求时,宜选用不同材质的止水带。c.开敞型止水带的开口朝向宜考虑结构受力和施工影响。d.止水带接头的位置应避开接缝剪切位移大的部位。e.止水带离混凝土表面的距离宜为200mm--500mm,特殊情况下可适当减少。f.止水带埋入基岩内的深度可为300mm--500mm,必要时可抽锚筋。止水带距基岩槽壁不得小于100mm。



华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。止水铜片 、华尔网起焊时由于刚开始焊,止水铜板焊件温度较低或接近环境温度。
为便于形成熔池,并利于对焊件进行预热,焊嘴倾角应大些,同时在起焊处应使火焰往复移动,保证在焊接处加热均匀。如果两焊件的厚度不相等,火焰应稍微偏向厚件,以使焊缝两侧温度基本相同,熔化一致,熔池刚好在焊缝处。当起点处形成白亮而清晰的熔池时,即可填入焊丝,并向前移动焊炬进行正常焊接。在施焊时应正确掌握火焰的喷射方向,使得焊缝两侧的温度始终保持一致,以免熔池不在焊缝正中而偏向温度较高的一侧,凝固后使焊缝成形歪斜。焊接火焰内层焰芯的 要距离熔池表面3~5mm,自始至终保持熔池的大小、华尔网形状不变。
起焊点的选择,一般在平焊对接接头的焊缝时,从对缝一端30mm处施焊,目的是使焊缝处于板内,传热面积大,当母材金属熔化时,周围温度已升高,从而在冷凝时不易出现裂纹。管子焊接时起焊点应在两定位焊点中间。
第二、华尔网焊接过程中焊嘴和焊丝的运动为了控制熔池的热量,获得高质量的焊缝,焊嘴和焊条应作均匀协调的摆动。
焊嘴和焊条的运动包括三种动作:
a.沿焊缝的纵向移动,不断地熔化工件和焊条,形成焊缝。
b.焊嘴沿焊缝作横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。
c.焊条在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊条的填充量。

