




聚丙烯腈结构单体
聚丙烯腈结构单体
英文简写:PAN 英文名称:polyacrylonitrile
英文别名 2-Propenenitrile,homopolymer; acl1050; acrylonitrile,polymers; acrylonitrilehomopolymer;acrylonitrilepolymer; biospal1200s; biospal1800s
聚丙烯腈纤维的研究始于30年代。1931年德国法本公司的Rain首次制造了聚丙烯腈(PAN),但由于此种聚合物不溶于大多数有机、无机溶剂,且熔融温度高于分解温度,所以无法采用当时已知的溶液纺丝及熔融法纺丝,PAN未能制成纤维。40年代,PAN纤维首先由杜邦公司实现了工业化。
聚丙烯腈纤维是指由聚丙烯腈纺制的纤维或丙烯腈含量占85%以上的共聚物纺制而成的纤维。2000年世界聚丙烯腈纤维产量2.6685Mt,我国聚丙烯腈纤维产量473.7kt。
聚丙烯腈纤维的研发趋势,可以归纳为二个方面;其一,是新成纤工艺研究,如采用增塑剂法,合成聚丙烯腈共聚物,以期降低聚丙烯腈大分子间的相互作用从而降低聚合物的熔点,来采用熔融纺织工艺或提高干喷湿纺工艺中纺丝浆液的浓度,达到提高成纤后原丝力学性能的目的。其二,是研究聚丙烯腈纤维的新品种,例如阻燃性聚丙烯腈纤维,高收缩性聚丙烯腈纤维,聚丙烯腈纤维纺丝过程中的在线着色技术,抗静电聚丙烯腈纤维,高吸水率聚丙烯腈纤维,细旦丝纤维,复合聚丙烯腈纤维,抗菌防臭聚丙烯腈纤维,远红外聚丙烯腈纤维,高强高模聚丙烯腈纤维等。
聚丙烯腈纤维有多种不同的生产方法,形成了各具特点的工艺路线。这些工艺路线的共同点是:采用溶液(湿法和干法)纺丝方法,有相应的溶剂回收处理等。这些工艺路线的不同点是:不同的共聚物组成;不同的聚合(非均相沉淀聚合或均相聚合)方法;不同的纺丝溶剂(可采用二甲基甲酰胺,二甲基乙酰胺,二甲基亚砜,碳酸乙烯酯,硫氰酸钠,硝酸,氯化锌等):不同的纺丝方法(湿法或干法纺丝,湿法中采用不同凝固浴);不同的牵伸、后处理工艺;不同的溶剂回收工艺。各种工艺中,主要的因素是溶剂,不同的溶剂决定了纺丝液的制备条件、纺丝条件、溶剂回收方法和废水处理方法等一系列工艺特点,也影响到防火、防毒及设备选材等许多方面。
由悬浮聚合法制得的是白色固体粉末,溶于二甲基甲酰胺等有机溶剂或硫氰酸盐等溶液中;由溶液聚合法制得的是聚丙烯腈溶液
聚丙烯腈纤维(俗称晴纶)的强度并不高,耐磨性和抗疲劳性也较差。聚丙烯腈纤维的优点是耐候性
聚丙烯腈纤维
聚丙烯腈纤维
和耐日晒性好,在室外放置18个月后还能保持原有强度的77%。它还耐化学试剂,特别是无机酸、漂 、过氧化氢及一般有机试剂。聚丙烯腈对碱不稳定,遇碱易着色,在80℃以上的浓碱中能水解为聚丙烯酸钠。在回弹性和卷曲性方面,与羊毛存在很大的差距。随着合成纤维生产技术的不断发展,复合聚丙烯腈纤维以及各种改性聚丙烯腈相继出现,如高收缩、抗起球、亲水、抗静电、阻燃、细纤度、异型截面等品种都已有商品生产。
聚丙烯腈纤维广泛用来代替羊毛,或与羊毛混纺制成毛织物等,可代替部分羊毛制作毛毯和地毯等织物,还可作为室外织物,如滑雪外衣、船帆、军用帆布、帐篷等。
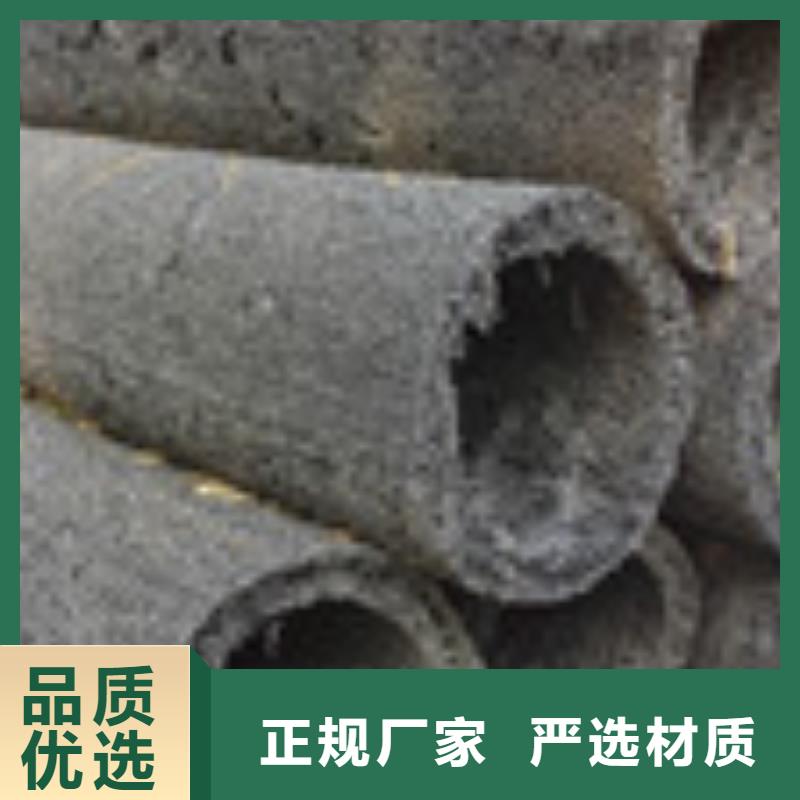
聚丙烯腈中空纤维膜具有透析、超滤、反渗透和过滤等功能,可用于医用器具、人工器官、超纯水制造、污水处理和回用等。
共聚单体含量尽量降低的普通腈纶,经预氧化和碳化,可获得含碳量93%左右的耐1000℃高温碳纤维。
聚丙烯腈主要用于制造合成纤维(如腈纶)。用85%以上的丙烯腈和其他第二、第三单体共聚的高分子聚合物仿制的合成纤维。聚丙烯腈纤维的中国商品名。俗称人造羊毛。美国杜邦公司于20世纪40年代研制成功纯聚丙烯腈纤维(商品名为奥纶),因染色困难、易原纤化,一直未投入工业化生产。后来在改善聚合物的可仿性和纤维的染色性的基础上,腈纶才得以实现工业化生产。各个 有不同的商品名,如美国有奥纶、阿克利纶、克丽斯纶、泽弗纶,英国有考特尔,日本有毛丽龙、开司米纶、依克丝兰、贝丝纶等。腈纶密度一般为1.16~1.18克/厘米3,标准回潮率为1.0%~2.5%。纤维的特点是蓬松性和保暖性好,手感柔软,并具有良好的耐气候性和防霉、防蛀性能。主要用做人造纤维,俗称人造羊毛;制毛线、针织物(纯纺或与羊毛混纺)和机织物,尤其适宜作室内装饰布,如窗帘等。在材料学中常以聚丙烯腈为基体来合成多空材料,例如PAN基活性炭。
也可以用于锂离子聚合物电池的电解质聚合物基体,离子电导率较高,能达到10锂离子迁移数也大于PEO系,可达到0.5,但PAN链上有较强的极性基团-CN,与锂电极相容性差,钝化现象比较严重。



1 HDPE排水板施工方案 一、HDPE防排水保护板施工工程基面要求 1、排水板铺设前需要注意清理基面的瓦砾、石子、钢筋头、玻璃屑等杂物并保持基面平整清洁。 2、基面上的阴阳角处应圆滑过渡,柱根部应做成圆弧状。 3、在土建、监理、业主、施工方验收签字认可后便可进行铺排水板施工。 二、HDPE防排水保护板施工的气候要求 1、 气温一般应在五摄氏度以上,低温时排水板应拉紧些,高温时排水板应放松些。 2、 风力在四级以下。 3、 气温过低时,4级以上大风及雨雪天气一般不应施工。 4、 在大风天气,风力影响排水板施工时,待焊的HDPE排水板应用石块或砂袋压牢。 三、HDPE防排水保护板的铺设 铺设HDPE排水板是整个防排水系统中较为关键的工序。 在铺设前应对HDPE排水板外观质量进行开包检查,记录并修补已发现的机械损伤和生产创伤、孔洞、折损等缺陷。 HDPE排水板裁切之前,应丈量其相关尺寸,然后按实际裁切,在铺设中排水板与排水 板之间接缝的搭接宽度不小于100mm,使接缝排列方向平行于 坡脚线,即沿坡度方向排列。 铺设HDPE排水板时应力求焊缝少,在保证质量的前提下,尽量节约原材料。同时也容易保证质量。 HDPE排水板在铺设中,应避免产生人为褶皱,温度较低时,应尽量拉紧,铺平。 HDPE排水板铺设完成后,应尽量减少在排水板面上行走、搬动工具等,凡能对HDPE排水板造成危害的物件,均不应放在排水板上或携带在排水板上行走,以免对排水板造成意外损伤。
四、HDPE防排水保护板的焊接和粘接 HDPE排水板的焊接使用楔焊机,采用双轨热熔焊接。楔焊机无法焊接的部位,应采用乐想HDPE防排水保护板专用粘接剂粘接。具体操作方法如下: 1、热锲焊机焊接工序分为:调节压力、设定温度、设定速度、焊缝搭接检查、装膜入机、启动马达。 2、接缝处不得有油污、灰尘,HDPE排水板的搭接段面不应有泥沙、结露、潮湿等杂物,当有杂物时必须在焊接前清理干净。 3、每次焊接开始时,通常应在现场先进行焊接试样,搭接宽度不小于100mm,并在现场进行剥离和剪切试验,试样合格后,便可用当时调整好的速度、压力、温度进行正式焊接。热锲焊机在焊接过程中,需随时注意焊机的运行情况,要根据现场的实际情况对速度和温度进行调。 4、焊缝要求整齐、美观、不得有滑焊、跳走现象。 5、在遇上排水板长度不够时,需要长向拼接,应先把横向缝粘接好,再焊纵缝,横向粘接缝相距大于50cm应呈T字型,原则上不得十字交叉。 6、铺设HDPE排水板时,根据当地气温变化幅度和HDPE排水板性能要求,预留出温度变化引起的伸缩变形量。 7、在下雨期间或接缝有潮气、露水、或者泥沙的情况下不能进行焊接,但采取防护措施的除外。 8、温度低于5℃时,按照规范要求不应施工,如果必须施工的话,焊接前应对焊机进行预热处理。 9、HDPE防排水保护板在焊接时采用稳压性能好的发电机供电,在采用当地用电时,也必须使用稳压器。 五、HDPE排水板施工注意事项 1、 焊机等拖带电源线的设备在使用过程中,必须 限度的远离其工作部位,以免损伤电线发生漏电。 2、 焊接机在不使用时,不得直接放置在HDPE排水板面上,应放置在支架或沙袋带上。 3、 裁膜刀使用完毕后,应立即将刀片收回刀盒内。
4、 在现场使用的各种临时性小型工具,使用完毕,应及时放入工具箱内。 5、 HDPE排水板施工现场禁止吸烟,不得穿带铁钉的鞋或高跟硬底鞋到排水板面上行走,不允许从事有可能破坏排水板成品的一切活动。 六、排水板成品检测和修补 1、 检测按两个步骤进行,即目测和破坏试验。 2、 目测主要是对铺设的排水板外观、焊缝质量、T型焊接、基底杂物等进行细致的检查,所有施工人员对这一工作都应贯彻在全部施工过程中。 3、 进行拉力测试时(破坏试验),其标准为在做剥离和剪切试验时,焊缝没被撕裂开而排水板基层被撕拉破坏,此时焊接合格。 5、 外观检查,发现排水板面有孔眼等缺陷损及焊接过程中出现的漏焊、虚焊、破损等情况下,应及时修补,补疤每边应超过破损部位50-100mm。



泰驰排水板生产厂家有限公司多年来本公司始终奉行“靠质量占市场,靠信誉赢客户,靠新品谋发展,靠科技创未来”的理念,不断弘扬企业文化,不断加强内部管理,不断提高产品质量,不断企业品牌,积j i打造j i具正雷特色的 吉林吉林软式透水管精品。


