





想要探索买数控钢筋弯曲中心不要贪图便宜的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:买数控钢筋弯曲中心不要贪图便宜的图文介绍
“天天都是 3.15”是我们始终遵循的宗旨,坚持以质量求生存、品质求发展,不断开拓创新。建贸机械设备有限公司全体员工以“再铸辉煌”为精神动力与社会各界同仁携手共创 湖南株洲手提式液压弯曲机天地,欢迎新老客户莅临我公司参观指导。


数控钢筋弯箍机,钢筋弯箍机由水平和垂直的可自动调节的两套矫直轮组成,结合4个牵引轮,由进口伺服电机驱动,确保钢筋的矫直达到的精度。数控弯箍机可将冷轧和热轧盘条钢筋进行矫直、切断和弯曲操作,用来加工结构梁或柱用箍筋,采用的工业计算机程序控制,可加工几百种不同形状的箍筋,自动化程度高,操作方便,生产效率高。加工超长钢筋板筋性能显著,设备可加工12米的直条及超长的板筋和双钩筋,新型弯箍机12B为了保障设备的性能和性,专门配备两套带有计数装置的牵引伺服机构,双套牵引校准保障了钢筋进料走料的性、同时进料和走料的度也得到了有效控制,远远高于国内同类设备的加工精度60%以上。套牵引伺服机构将钢筋向前输送到所需预定尺寸后进行自动弯曲,继续向前输送到预定尺寸切断,然后由第二套牵引机构反向输送到预定尺寸进行自动弯曲。后,整个板筋或双钩筋实现从调直、弯曲及切断自动成型,确保成型精度。数控钢筋弯曲中心在正确的运行操作下可以延长它的使用寿命,那么如果在不正确的操作下可能会让设备发生故障,这就需要我们采取一定的方法去弥补。其实不论是那种机械设备都有一定的寿命期限,当然数控钢筋弯曲中心也不例外,如果不按正确方式操作在加上长期使用会严重影响数控钢筋弯曲中心的使用寿命,轻则故障频频发生,重则直接瘫痪无法使用。



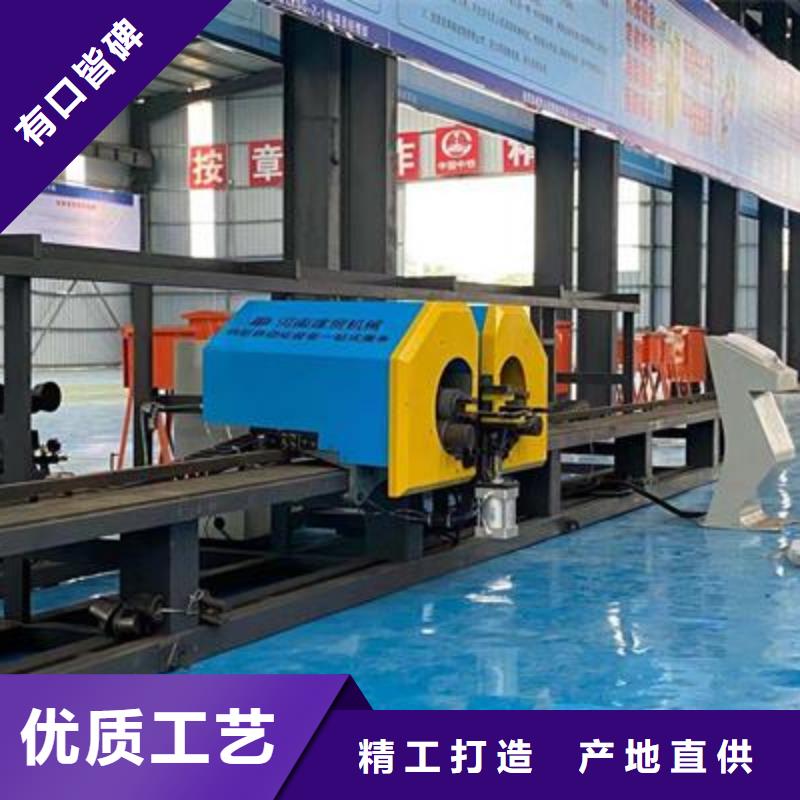
数控钢筋弯曲中心,整机长度12米,可加工长度12米及12米以内钢筋。可加工钢筋直径32毫米三级抗震螺纹钢筋。1、采用日本原装进口三菱PLC,矢量重载变频器调速(弯曲部分)、精密伺服系统(行走部分)、进口传感器。大内存空间PLC,强大的软件处理能力。2、采用进口轴承、精密伺服减速机、国内大厂电动机。行走轨道采用大型H钢梁。3、中心柔性钢筋锁紧机构设计,确保弯曲精度。4、弯曲面板改进设计,不接触钢筋,无磨损。5、弯曲主机定位夹紧机构设计,提高弯曲精度。6、伸缩式弯曲轴实现了钢筋的双向弯曲。7、高强度自动上料架,承载原材料更多。8、一次性可弯曲多根钢筋,生产效率高,是传统设备的10倍以上。9、软件功能强大,可弯曲多达十几个角度的复杂图形10、设备自带空压机,用户只需自备380V,50Hz外接电源11、选用进口知名品牌三菱PLC及CNC控制,内存大,可存储500多种图形。 12、弯曲轴及弯曲模采用采用优质合金材料并经热处理,耐磨性高,寿命长久。



数控钢筋弯曲中心是国内目前配置:伺服电机+行星轮减速机版;伺服电机是指在伺服系统中控制机械元件运转的发动机,是一种补助马达间接变速装置。伺服电机控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,且具有机电时间常数小、线性度高、始动电压等特性,可把所收到的电信号转换成电动机轴上的角位移或角速度输出。其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降。行星轮减速机以其体积小,传动效率高,减速范围广,精度高等诸多优点,其作用就是在保证精密传动的前提下,主要被用来降低转速增大扭矩和降低负载/电机的转动惯量比。控钢筋弯曲中心是推广的钢筋加工标准化的必备钢筋加工设备。目前在国内高速公路建设、高铁建设、城际铁路建设、地铁轻轨建设等工建设中钢筋加工得到大力的推广与普遍应用。在作业之前,我们要先检查一些它的转盘,芯轴,以及挡块是不是合理的,是否在中间存在着损坏和裂纹,要是有的话,我们就要先空运转一下,若是在空运转的时候没有任何问题,再进行作业,这样才是比较的,减少故障发生,我们在检查的时候,不允许更换其中的位置,也不能去调整它的速度,更不能随意的更换它的芯轴,要及时的去清洗或者是加油。


钢筋弯曲机弯曲的速度还是比较的,能利用电机的正反转,对钢筋进行双向弯曲,钢筋弯曲机在传动时,首先要先开启电机,电机转动带动皮带轮转动,皮带轮一侧要安装一轴,进而带动一轴转动,一轴上的一齿轮和二轴上的而齿轮齿合,带动二轴转动,二轴带动三齿。数控钢筋弯曲机在加工时,首先将主筋放在主筋料上,再把盘筋的钢筋放在箍筋料架上,在进行穿筋固定,移动盘的时候对其进行相应的固定,下面就可以进行数控钢筋弯曲中心的初步焊接,要将箍筋和主筋交叉焊接固定,箍筋并排连续绕两圈,接着就可以进行正常的焊接。数控钢筋弯曲机在加工时,首先将主筋放在主筋料上,再把盘筋的钢筋放在箍筋料架上,在进行穿筋固定,移动盘的时候对其进行相应的固定,下面就可以进行数控钢筋弯曲中心的初步焊接,要将箍筋和主筋交叉焊接固定,箍筋并排连续绕两圈,接着就可以进行正常的焊接。



